Предназначение, установка и устройство тисков
Тиски – это очень полезный механический инструмент, который используют с целью фиксации деталей во время их обработки. Особенно они нужны в том случае, когда необходимо жестко и надежно закрепить заготовку или установить ее на безопасном расстоянии.
Тиски состоят из ходового винта, станины и губок с винтовым креплением
Сама конструкция классических тисков представляет собой две губки. Одна из них неподвижная и зафиксирована на корпусе или же на станине, другая может менять свое положение. Крепление предмета происходит между губками путем их сжатия при помощи фиксирующего механизма, который состоит из нескольких элементов:
- Ходового винта из металла с резьбой в форме трапеции. Винт приводят в движение с помощью специальной рукоятки.
- Станины или плиты из чугуна или другого тяжелого материала, которая служит опорой. Она может быть изготовлена из стали либо же из дюралюминия.
- Губок с винтовым креплением. Когда вращение винта осуществляется по часовой стрелке, то губка, которая движется, приближается к станине. Таким образом происходит фиксация детали. Когда же винт вращают в обратном направлении, то заготовка освобождается.
Для фиксации самих тисков к опоре может быть применено несколько способов:
- стационарная установка на одном месте с постоянным использованием;
- на струбцине, это предполагает менее надежную фиксация, но дает возможность применения в разных местах;
- при помощи присосок – в таком случае необходимо, чтобы поверхность была идеально гладкой и ровной.
Фиксация тисков к опоре может быть стационарная, на струбцине и при помощи присосок
Элементы тисков
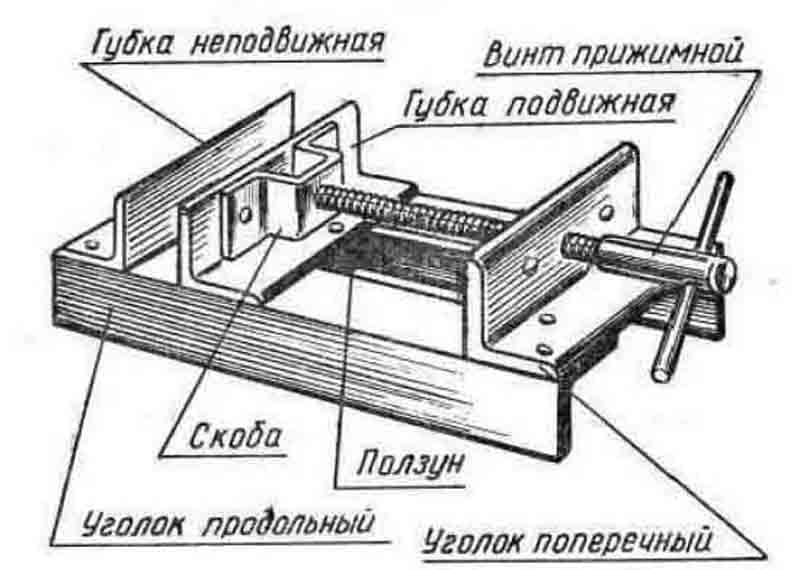
Зажимное приспособление должно иметь несколько основных элементов:
- губка неподвижная;
- губка подвижная;
- винтовой механизм;
- уголок поперечный;
- скоба подвижной губки;
- ползун;
- основная опора (уголок продольный).
Схема самодельных тисков
Конструктивно решение зажима может быть различным. Иногда в качестве исходных материалов используют даже обычные пассатижи.
Самые простые конструкции
Принято определять по особенностям устройства следующие виды тисков:
- массивные стационарные. Такие обычно размещают на одном из углов верстака. В кузнях принято устанавливать на отдельную опору, установленную на мощный фундамент;
- поворотные можно использовать с нескольких сторон. При необходимости расположение губок ориентируют в разных направлениях;
- машинные предусматривают для использования на сверлильных станках. Можно располагать подобные изделия на фрезерных столах, строгальном или долбежном оборудовании, а также на сварочных линиях;
- клиновые отличаются тем, что конструкция имеет своеобразный вид. Такие фиксаторы позволяют развивать довольно большие усилия прижатия закрепляемых деталей;
- параллельные конструкции Моксона. Особенностью их является использование не одного, а нескольких винтовых зажимов. Длинномерные детали в разных частях закрепляются в разных точках;
- вертикальные используют для обработки изделий, имеющих большую высоту. Опора подобных тисков может находиться внизу, а зона обработки располагается сверху.
Разновидности тисков: какие выбрать приспособления для разных работ
 |
Для изготовления требуются: пластина толщиной 8 мм. Ее ширина составляет 80 мм, а длина – 120 мм; 2 полнотелых квадрата 20х20 мм; 2 равнобоких уголка с полкой 20 мм; профильная труба 20Х20х1,5 мм. |
 |
Производится примерка используемых деталей на пластине. |
 |
Уголки будут служить в качестве направляющих для толкателя в тисках. |
 |
Длина уголков составляет 60 мм. Труба имеет длину 45 мм. |
 |
Внутрь профильной трубы нужно установить гайку М10. Потребуется пропилить окно; в это окно будет установлена гайка; гайку нужно вварить по месту. |
 |
Для изготовления вина использован стержень Ø 10 мм, на нем нарезана резьба М10. |
 |
Закрепив в тисках профильную трубу, производят пропил под гайку. |
 |
Производится примерка гайки по месту. |
 |
Нужно подпилить два угла у гайки, тогда она войдет в образовавшийся паз. |
 |
Гайка устанавливается по месту. Ее нужно вварить. Предварительно сверлится отверстие с обратной стороны, через него будет ввариваться обратная сторона гайки. |
 |
Сварка выполняется сверху. |
 |
Затем проваривается и обратная сторона. |
 |
Зашлифовывается поверхность всех деталей. |
 |
В пластине 50х30х6 мм сверлится отверстие Ø 10 мм. |
 |
На квадратах нарезается насечка. Она будет фиксировать детали, закрепляемые в тисках. |
 |
Подготовленные детали выкладываются на верстак. Предстоит сборка устройства. |
 |
Приваривается неподвижная губка. Установив профильную трубу в качестве определяющей направления, приваривают уголки. Ход подвижной губки составит 30 мм. |
 |
Сверху нужно приварить пластину шириной 20 мм. Она ограничит вертикальное перемещение. Потребуется закрепить профильную трубу к подвижной губке. |
 |
Часть сварных работ завершена. Проверяется ход подвижных элементов. |
 |
К винту подваривают гайку. Она не позволит ему перемещаться вдоль оси. Пластина располагается сзади. Ее также надо жестко зафиксировать к опорной поверхности тисков. |
 |
Производится подгонка деталей по месту. |
 |
Приварив пластину, получают небольшие тиски. |
 |
Провести пробное использование можно, закрепив тиски на столе. |
 |
Фиксация деталей выполняется надежно. |
Тиски из швеллера
 |
Будут использованы: домкрат автомобильный; швеллер № 8; равнобокий уголок № 6. |
 |
Опора вырезается из листа толщиной 2 мм. Однако, такая толщина недостаточна для получения жесткой конструкции, поэтому сваривается из двух листов. |
 |
Выполняется разметка. |
 |
Сверлятся отверстия. Потом листы между собой свариваются через просверленные отверстия. |
 |
Устанавливаются уголки. Между ними размещается швеллер. Уголки привариваются по месту. Швеллер свободно перемещается между уголками. |
 |
Производится разборка домкрата. Необходимо отделить: винт; упорный подшипник; гайку; шайбы. |
 |
Снятые детали нужно: разобрать; промыть; подготовить к использованию. |
 |
Готовые детали после разборки и промывки. |
 |
Полуфабрикаты подготовлены, остается их установить по месту. |
 |
Детали собраны. Их нужно зафиксировать сваркой. |
 |
Дополнительно дорабатываются губки. Изготавливаются сменные элементы. |
 |
На них пропиливается насечка. |
 |
Устанавливается поперечная пластина толщиной 4 мм. |
 |
К этой пластине крепят подвижную губку. |
 |
Дополнительно усиливают укосинами. Их вырезают из полосы толщиной 4 мм. |
 |
Внутрь устанавливают винт, гайку и узел фиксации с упорным подшипником. |
 |
Готовые тиски после окраски фиксируют на столешнице верстака. |
Мастера предлагают много разнообразных конструкций самодельных тисков. Можно подобрать подходящий вариант, который несложно повторить.
[autor_bq]
Существует несколько типов тисков, которые классифицируют по различным параметрам. Один из главных распознавательных элементов – это тип зажимного механизма. Исходя из этого фактора, различают следующие разновидности тисков:
- винтовые;
- клинообразные;
- с установленной диафрагмой;
- эксцентричные;
- с пневматическим устройством.
В зависимости от предназначения тиски подразделяют на такие виды:
- столярные;
- слесарные;
- станочные;
- ручные.
С учетом используемого материала данные приспособления также делятся на виды. Столярные тиски для верстака чаще всего изготавливают из дерева, а слесарные – из металла.
Тиски бывают клинообразные, винтовые, эксцентричные и с пневматическим устройством
Слесарные тиски – это самый распространенный вид рассматриваемого инструмента. Данные приспособления имеют свои подвиды, они различаются размерами, а точнее – шириной губок. Этот показатель может варьироваться от 63 до 200 мм. Маленькие тиски используют в основном для домашних целей. Их крепят при помощи нижнего винта-струбцины на маленьком станке, но чаще – на столике или обычной табуретке. Более габаритные тиски устанавливают в промышленных цехах и больших мастерских с целью обработки крупных деталей.
Тиски для слесарных работ – необходимая деталь в любом промышленном цеху. Такое оборудование обязательно присутствует в мастерской опытного, уважающего себя мастера. При этом в зависимости от формы, вида крепления и обрабатываемого материала их подразделяют на несколько видов.
Трубные тиски используют для крепления труб либо же цилиндрических деталей.
Главное преимущество поворотных тисков заключается в возможности фиксации детали в необходимой плоскости и под нужным углом для организации рабочего процесса. С их помощью можно осуществлять обработку наиболее труднодоступных деталей и их участков. В то же время на обычных тисках такое сделать практически невозможно.
Тиски для слесарных работ являются необходимым инструментом не только в промышленном цеху, но и в домашней мастерской
Гидравлические тиски предназначены для обеспечения более надёжной фиксации особо крупных деталей. Зажим в них осуществляется под давлением сжатого воздуха. В основном такие инструменты устанавливают на крупных промышленных предприятиях. Цена столярных тисков данного типа высокая, а устройство довольно сложное, поэтому инструмент не предназначен для домашних мастерских.
Самоцентрирующиеся тиски необходимы на высокоточных производствах, то есть там, где требуется точная фиксация детали в определенном положении. Обычно строение тисков такого типа предполагает наличие подшипниковой основы.
Столярные тиски используют для обработки деталей из древесины. Такой вид работ специфический, поэтому предполагает особую конструкцию самого инструмента, отличную от устройства слесарных тисков. Наиболее часто столярные тиски изготавливают из цельной древесины, а фиксацию деталей производят при помощи деревянных губок для тисков. В связи с этим они должны быть шире, чем у слесарных тисков, кроме того, предполагают значительно большую площадь зажима.
Столярные тиски наиболее часто имеют одну основу, но с двумя направляющими. С их помощью происходит удерживание подвижной губки, что позволяет не допускать перекосов. При этом направляющие могут быть неотъемлемой частью верстака либо же сниматься при необходимости.
Столярные тиски предназначены для обработки деревянных и пластиковых заготовок
Столярные тиски также классифицируют исходя из технологии, применяемой в процессе активизации винта. По этому признаку они могут быть ручными или пневматическими. Если же в классификации учитываются особенности конструкции, то тиски подразделяются на поворотные и неповоротные.
Как уже упоминалось выше, столярные модели служат для обработки деревянных и пластиковых заготовок. Поэтому на губках вмонтированы детали из дерева, что помогает избежать следов от зажима. При фронтальном креплении устройства появляется шанс работать вертикально с фиксированными деталями.
Вследствие разнообразия запчастей, которые предлагает современный рынок, а также благодаря интернету, где можно найти большое количество чертежей с размерами, тиски своими руками изготовить абсолютно непроблематично. Сразу стоит отметить, что цена самодельного инструмента будет на порядок ниже стоимости готовых тисков.
Первое, что следует учитывать при изготовлении столярных тисков, – это то, что губки должны быть изготовлены из древесины мягких пород, что позволит избежать повреждения мягких деталей.
Чтобы работа была максимально удобной, тиски прикручивают к верстаку. Затем на неподвижной половине крепят простую мебельную гайку для последующего вкручивания шпильки. Последняя, в свою очередь, и будет отвечать за подвижность механизма. Следующий этап – это фиксация шайбы на подвижной губке и крепление воротка к рукоятке. Сами наконечники для губок можно сделать из простой фанеры.
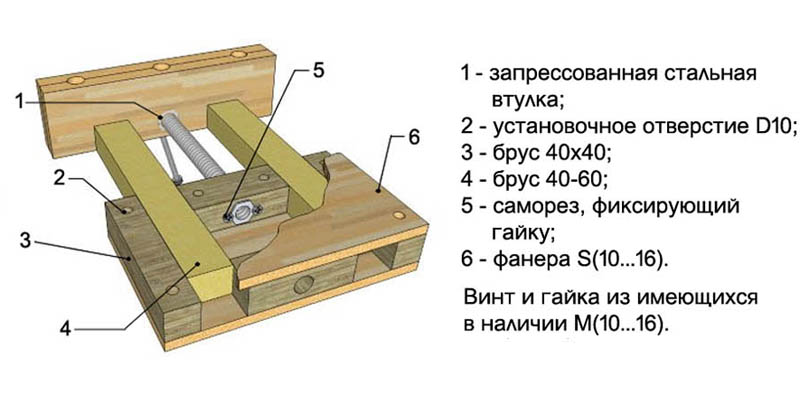
Если нужно изготовить самодельные тиски для сверлильного станка своими руками, то следует выполнить разметку деталей, после чего вырезать три одинаковых бруса. Станину готовят из толстой доски либо же из трех листов фанеры. На двух неподвижных брусках сверлят по два вертикальных отверстия, на третьем – отверстие под шпильку, выполняющую роль зажимного механизма. Далее монтируют гайку в брус.
К концу шпильки приваривают маленький пятачок с четырьмя отверстиями для фиксации. Далее прикручивают шпильку к неподвижной губке, а ее конец – к подвижной. Саму же готовую конструкцию крепят на верстак.
С помощью схемы верстачные тиски можно изготовить своими руками в домашних условиях
- шпильки – 2 штуки;
- гайки – 4 штуки;
- доски – 3 штуки.
Конструкция и тип крепления тисков: цена и качество
Слесарный станок может быть предназначен для крепления на верстаке или столе. С этой целью используют специальные болты. В таком случае получается цельнометаллическая конструкция тисков. Фото наглядно это демонстрируют.
Слесарные тиски предназначены для крепления стационарно на верстаке или на столе при помощи специального болта
Можно также выбрать вариант стационарного либо поворотного типа, что даст возможность обрабатывать детали с вариантом смены угла. В таком случае ширина губок будет колебаться в диапазоне от 45 до 200 мм с возможностью отхода губки на 140 мм. Преимущества такого оборудования – износоустойчивость губок, а также прочная наковальня, легкость и малогабаритность изделия. Если речь идет о поворотной модели, следует отметить, что ее можно поворачивать на 360 градусов. Не стоит забывать и о некоторых недостатках:
- во время эксплуатация губки тисков требуют постоянного выравнивания положения;
- шайбы на тисках отличаются наличием стопорных шайб, которые быстро изнашиваются;
- затрудняется зажатие длинных заготовок;
- в устройстве имеется люфт.

Слесарные тиски делятся на параллельные и столовые. В первом варианте губка смещается благодаря вращению винта для тисков, которое происходит параллельно стационарной основе.
Стоимость тисков промышленного производства с полной комплектацией довольно высокая, поэтому лучше изготовить их самостоятельно, тем более если есть минимальные знания и навыки, а также необходимые материалы под рукой.
Станочные тиски обеспечивают прочную фиксацию, что очень важно при обработке металлических деталей
Станочные тиски – это более точный вариант устройства для фиксации деталей. Он либо полностью лишен люфта, либо величина его разбега самая маленькая. Тиски просто устанавливают на верстак. Они отличаются тем, что имеют поворотный механизм.
У станочного варианта есть свои подвиды:
- стационарный (с фиксацией, перпендикулярной расположению тисков);
- синусный, где деталь устанавливается под углом;
- многоосевой, на котором заготовка может вращаться в разных направлениях по оси.
Тиски станочного типа обеспечивают прочную фиксацию, что крайне важно при обработке деталей из металла. Они имеют прочный корпус и покрыты антикоррозийным слоем. Жесткость зажима обеспечивает работу с высокой точностью. В то же время, если зажим заготовки будет иметь искривления, то на ней останутся следы. С этой целью понадобится прокладка из фольги либо же необходима фиксация детали при помощи исключительно верхней части губок.
Цена тисков промышленного производства довольно высока, поэтому лучше изготовить их самостоятельно
Ручная модель – это переносные тиски компактной формы, которые не требуют стационарной фиксации на основе. Они предназначены для обработки мелких заготовок и бывают двух видов (исходя из конструктивных особенностей):
- с губками, винтом и ручками;
- тиски рычажного типа, которые напоминают плоскогубцы с замыкающимся механизмом.

Применяют такие тиски для выполнения точных работ, так как они имеют минимальный уровень люфта. Инструмент предназначен для работ с профилем из алюминия и металлочерепицы, а также на них можно зажимать заготовки плоской формы. Поэтому, если предполагается обработка миниатюрных деталей, достаточно приобрести или сделать ручные тиски своими руками в домашних условиях.
Тиски, вмонтированные в сверлильный станок, являются не дополнительной деталью, а необходимым аксессуаром установки. С их помощью можно неподвижно зажать деталь в отношении патрона станка и производить максимально точные и даже серийные действия по сверлению.
Тиски для сверлильного станка являются необходимым инструментом
Приобретая тиски для сверлильного станка, сразу же следует обратить внимание на размер губок. Их ширина может колебаться в диапазоне 60-150 мм. Важна также их глубина и показатель максимального расхождения. Отдельные модели сверлильных тисков имеют призматические губки, позволяющие фиксировать заготовки и детали круглой формы.
Подвидом тисков для сверлильного станка является инструмент с дополнительной ступенькой, которая позволяет фиксировать деталь маленького размера таким образом, чтобы значительная часть располагалась над поверхностью губок сверлильных тисков.
Основной параметр – это расстояние между пазами, определяющее возможность монтажа определенных тисков на сверлильный станок. Можно встретить модели, которые вместо длинных пазов имеют небольшие ушки. На такие сверлильные тиски следует обратить особое внимание.
Современный рынок предлагает широкий выбор оборудования подобного типа. Лучше всего отдать предпочтение модели с трехсторонней установкой. Такие тиски можно легко установить не только на грань нижнего уровня, но и на две другие. Эта возможность делает их более гибкими в работе. Можно приобрести готовую конструкцию, а также вполне доступно изготовить тиски для сверлильного станка своими руками.
Некоторые модели сверлильных тисков оснащаются призматическими губками, что позволяет фиксировать заготовки круглой формы
Чертеж самодельных тисков
При желании самостоятельно изготовить собственную конструкцию, необходимо подготовить чертежи (эскизы). За основу можно взять катаные уголки, швеллеры, двутавры. В промышленных устройствах используют чугунное литье. Небольшие по размеру могут изготавливаться из швеллера.
Самодельщики используют разные виды древесины или металлопрокат.
Деревянная конструкция
В составе изделий из дерева используют металлические элементы:
- винт. Применяют шпильки со стандартной резьбой. Если в наличии есть домкрат, то в разрабатываемом изделии будет использоваться прямоугольная резьба;
- гайка. Ее подбирают под имеющийся зажимной винт;
- крепежные элементы используют для придания жесткости.
Легкосъемная конструкция
По исполнению устройства могут быть:
- стационарными тисками, размещаемые постоянно на одном месте;
- переносными (легкосъемными) тисками. Их можно быстро снять, уложить в транспортное средство для выполнения работ по месту выполнения ремонта.
Как сделать тиски своими руками из металла: материалы и последовательность работ
В домашних условиях тиски для верстака изготавливаются в следующей последовательности.
 |
Широкие параллельные тиски из дерева. Ширина губок составляет 600 мм. |
 |
Торцевая часть облицована стальными пластинами толщиной 4 мм. |
 |
Из березовой доски выпиливаются заготовки. Выбор березы объясняется тем, что эта древесина отличается высокой прочностью и твердостью. |
 |
Поверхность досок необходимо довести до идеала. Используются шлифовальные инструменты. Финишная обработка ведется шкурками с зерном 120…180 единиц. |
 |
К торцу приклеивается доска, которая будет служить в качестве неподвижной губки. |
 |
Дополнительно доску крепят винтами М5 с шайбами диаметром 20 мм. |
 |
Из березовых брусков 100х150х50 мм будут изготавливаться направляющие втулки для стержней. |
 |
В них высверливают отверстия диаметром 20 мм. Сами стержни будут изготавливаться из трубок Ø 20. |
 |
Ходовой винт М24 и направляющие стержни. Длина винта составляет 450 мм. |
 |
Предварительная сборка направляющих узлов. |
 |
Чтобы движение выполнялось строго по прямой линии, нужна длинная гайка. Но искать подобную можно долго. Проще поступить иначе. 1 – взять полосу длиной 180 мм (ширина 33 мм, толщина 5 мм); 2 – навернуть на винт две гайки; 3 – установить расстояние между гайками 140 мм; 4 – приварить гайки к полосе две гайки. Получится длинная опора, которая будет надежно перемещать подвижную часть тисков. |
 |
При монтаже винт и направляющие располагаются под столом. На фото можно увидеть, как собирается конструкция подобных тисков. |
 |
Подвижная губка опирается на металлическую опору. |
 |
Чтобы происходило перемещение по винту, нужно приварить шайбу. Она не позволит смещаться подвижной части по винтовой поверхности. |
 |
Маховичок вытачивается из древесного фрагмента. |
 |
После токарной обработки получается довольно удобная рукоять. |
 |
Внутрь маховичка запрессовывается гайка. |
 |
Чтобы зафиксировать гайку, ее заливают эпоксидной смолой. |
 |
Для фиксации габаритных деталей вытачиваются нагели диаметром 20 мм. Их можно устанавливать на губках, а также на столе. |
 |
В маховичке сверлится отверстие Ø 16 мм. В него вставляется деревянный стержень. Так удобнее вращать и фиксировать детали. |
 |
Готовая конструкция деревянных тисков. На столе видны несколько рядов отверстий под нагели. Переставляя ответные упоры, можно фиксировать заготовки довольно большой ширины. |
Другая конструкция используется в столярном производстве. Этот вид крепежа устанавливается на столе. Их дополнительно можно укрепить с помощью струбцин.
 |
Используется массив дуба. Его необходимо просушить в специальном режиме, предусматривающем не только сушку. Режимы чередуются увлажнением. Тогда исключается появление трещин. В данном конструкции верхняя часть губок небольшой ширины (всего 60 мм). |
 |
Брусок размещается на столе, а потом размечают. |
 |
Брусок строгается. |
 |
Выпиливаются отдельные детали. Наилучшим считается крепление в виде ласточкиного хвоста. |
 |
Неподвижная часть вытачивается отдельно. |
 |
На токарном станке вытачивается рабочий винт. |
 |
Нарезается прямоугольная резьба. |
 |
На торце сверлится отверстие, куда вставляется стержень. С его помощью вращается винт. |
 |
Из полосы толщиной 6 мм вырезается опорная пластина. |
 |
Отверстия большого диаметра сверлят, закрепив деталь в четырехкулачковом патроне токарного станка. |
 |
Готовая пластина с отверстием Ø 20 мм. |
 |
Выполнение дополнительных пропилов. |
 |
Готовое изделие используется для фиксации заготовок при изготовлении небольших скульптур из древесины мягких пород. |
 |
Используются бруски из яблони. |
 |
Основание – это доска толщиной 30 мм, шириной 100 и длиной 200 мм. |
 |
Дополнительно напилены еще три элемента. Они будут выполнять функцию губок и промежуточной опоры. Их размеры: ширина 100 мм; толщина 30 мм; высота 40 мм. |
 |
В качестве винта используется рым-болт с резьбой М10. |
 |
Дополнительно понадобятся болты М8х70 с гайками. |
 |
На двух брусках сверлятся отверстия под болты М8. |
 |
Дополнительно сверлятся два бруска под резьбу М10. |
 |
Запрессовывается гайка. Дополнительно используется пластина для фиксации винта. |
 |
Остается собрать элементы на опорной доске. |
 |
Болты М8 используются для установки брусков. |
 |
Неподвижная губка может устанавливаться в нескольких положениях. Поэтому в тисках можно фиксировать детали разной ширины. |
 |
Тиски готовы. Ими можно пользоваться для работы с деревянными заготовками. |
- сварочный аппарат;
- электрическая дрель;
- болгарка с кругом для зачистки;
- угольник для правильного определения углов;
- сверла разного размера и диаметра.
Слесарные тиски проще всего изготовить своими руками из швеллера
- чертежи;
- швеллер из стали толщиной 6 мм;
- лист металла толщиной от 6 мм;
- уголок размером 70х70 либо 50х50;
- шпилька диаметром 16 мм, используемая в качестве прижимного винта;
- болты и гайки – 20 комплектов.
Пару гаек, в которые вкручивается винт, самостоятельно сделать нелегко, здесь лучше всего воспользоваться услугами профессионального токаря. Гайку к швеллеру приваривают максимально соосно. Торцы швеллера следует прикрыть, используя куски металлических листов, в планке необходимо сделать отверстие для винта.

На следующем этапе при помощи болгарки вырезают два уголка и пластину. Готовые уголки прилаживают к швеллеру с обеих сторон и накрывают кусочком металла. Таким образом, получается П-образная конструкция, которая является основой сделанных своими руками тисков из швеллера.
Для изготовления станины потребуется лист металла толщиной 7-10 мм, в котором просверливают по четыре дырки с каждой стороны, а также делают 6 отверстий на П-образном элементе. К станине приваривают одну гайку, а по бокам от нее – два металлических стопора. Изготавливают также своими руками губки для тисков: их вырезают из стали. Одну часть приваривают сразу, а вторую прикрепляют на подвижную деталь.
Можно изготовить своими руками станочные тиски из металлического уголка. Для этого потребуются те же инструменты, что и для работы со швеллером, а материалы необходимо подготовить следующие:
- металлический уголок 30х30;
- шпилька с нанесенной резьбой;
- гайки под шпильки;
- маленький подшипник.
Образец чертежа тисков из уголка можно найти в интернете. В соответствии с требуемыми размерами несложно сделать собственное изделие. Сначала следует подготовить две заготовки, распилив уголок. Их размер зависит от ширины станины сверлильного станка. Далее из толстого металла при помощи болгарки изготавливают две губки и наносят разметку, по которой сверлят отверстия для их фиксации к основанию.
Станочные тиски можно сделать своими руками даже из металлических уголков
Затем необходимо сделать струбцину своими руками. Потребуется взять часть уголка с просверленным отверстием для шпильки. Подшипник лучше приварить сразу. На стороне, противоположной креплению с подшипником, необходимо зафиксировать такой же уголок и сделать отверстие для вала. С другой стороны следует приварить три гайки.
Опытные мастера знают, что одновременно сверлить и держать детали довольно сложно. В итоге работа получается неточной, что сказывается на качестве изделия. Упростить задачу в значительной мере помогут тиски соответствующего типа. Используя рекомендации, приведенные в статье, можно сделать их своими руками. При этом такие тиски практически ничем не будут отличаться от приобретенных в магазине, но обойдутся значительно дешевле.