
- Виды листогибочных станков и особенности их конструкции
- Изготавливаем гидравлический трубогиб
- Делаем листогиб своими руками из подручных материалов
- С чего начинается сборка?
- Разновидности машин для вальцевания
- Еще чертежи листогибочного станка
- Подбор материалов
- Как повысить прочность креплений станка
- Техника безопасности
- Зиговочный станок своими руками
- Известные марки вальцовочных устройств
- Как выбрать листогиб?
Виды листогибочных станков и особенности их конструкции
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
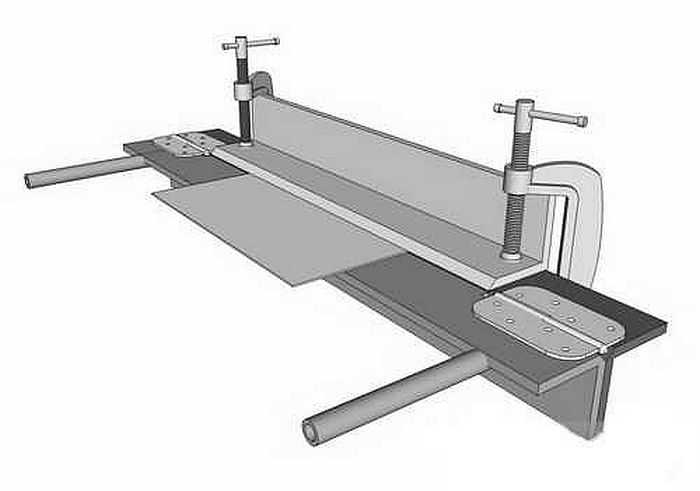
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.
Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.
Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.
Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.
- Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.
- Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
- Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
В готовом виде усовершенствованный листогибочный станок состоит из:
- Опорной укрепленной балки.
- Маховика – резьбового элемента.
- Балки, выполняющей роль прижима.
- Струбцины для фиксации механизма к рабочей поверхности.
- Траверса, который и позволяет выполнять сгиб металлического листа.
На чертежах можно заметить прижимные маховики, которые, как правило, мало у кого имеются в наличии. В большинстве случаев для листогиба за место него применяются обыкновенные винты, оснащенные приваренными воротками.
Ниже представлены чертежи листогибов, которые по своей конструкции сильно похожи на рассмотренные выше варианты. Единственное различие по большей части кроется в креплении траверсы. На схемах предложены размеры, которые, при желании, можно корректировать под собственные нужды и особенности эксплуатации станка.
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин.
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов.
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.

Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга. В разложенном положении уголки должны представлять собой ровную поверхность.
- Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени.
Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом.
Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто.
Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской.
Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.

Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Делаем листогиб своими руками из подручных материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.
- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогиб.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
С чего начинается сборка?
Для изготовления листогибочного станка своими силами потребуются самые обычные инструменты и приспособления, которое всегда есть в арсенале любой гаражной или дачной мастерской. Если листогиб служит только для того, чтобы согнуть несколько деталей в течение месяца, и при этом нет особых требований к точности гибки, то в качестве исходных материалов подойдут любые обрезки металлического проката подходящего размера.
Место установки, инструмент и материалы
Перед началом работ в первую очередь необходимо подобрать место для установки своего самодельного ручного станка (верстак, стол), на котором он будет монтироваться в процессе производства. Если такого места нет, придется сварить опорную конструкцию из металлопроката или сделать отдельный верстак. При его изготовлении потребуется выполнение сверлильных, отрезных, шлифовальных и сварочных операций. Поэтому прежде чем приступать к работам, необходимо убедиться, что в наличии имеются:
- углошлифовальная машинка (болгарка) с шлифовальным и отрезным кругами;
- сварочный аппарат;
- электрическая дрель;
- тиски и слесарный инструмент.
В качестве исходного материала для балок обычно используются равнополочные швеллеры и уголки, а ручки изготавливают из круглого прутка или трубы. Точность сгиба и долговечность работы станка во многом зависит от качества шарниров, обеспечивающих дуговое движение траверсы при гибке листового металла.
Порядок изготовления и сборки
Прежде, чем приступать к изготовлению листогибочного станка, необходимо решить, какая максимальная ширина может быть у деталей, которые нам придется гнуть. Первым ограничением при принятии этого решения являются габариты стола или верстака, на котором он будет установлен. Также необходимо принять во внимание ширину стандартных листов оцинковки и толщину предполагаемых заготовок, которые этот станок сможет согнуть.
Далее рассмотрим порядок изготовления своими руками ручного станка со следующими техническими характеристиками:
- ширина сгиба — до 1000 мм;
- толщина заготовки до 2 мм;
- угол сгиба — до 135°.
Процесс подготовки материалов можно опустить, так как он включает в себя только нарезку металлопроката нужной длины и подбор метизов. Поэтому сразу приведем перечень компонентов, необходимых для того, чтобы сделать станок с указанными выше параметрами:
- швеллер N 8 для опоры — 115 см;
- уголок 45 для прижима и траверсы — 2х115 см;
- полоса 40 — 2х115 см;
- пруток или труба для ручки траверсы — прим. 160 см;
- петли приварные цилиндрические 60х10 — 2 шт;
- болт М8х60 — 2 шт;
- пружины под болт — 2 шт;
- гайки-барашки — 2 шт;
- отрезки уголка 45 — 4х6 см.
1. Установка петель. На опоре с обеих сторон необходимо сделать выборки на длину петли глубиной в половину ее диаметра. Траверсу с обоих концов укорачиваем на половину длины петли и также делаем на ее концах выборку длиной в половину петли и глубиной в половину ее диаметра. Проверяем на размер обе балки вместе с петлями, а затем привариваем петли к траверсе.

2. Повышение прочности рабочих балок. Ввариваем полосу по всей длине внутри траверсы таким образом, чтобы в сечении получился треугольный профиль (это позволит при необходимости согнуть металл большей толщины без ущерба для станка). То же самое нужно сделать и с прижимом, предварительно обрезав его по длине траверсы.
3. Монтаж ушек и болтов. Сверлим по одному отверстию на 10 мм в каждом отрезке уголка, а затем привариваем одну пару отверстиями вверх на торцы прижима, а вторую — отверстиями вниз на торцы опоры. Отмечаем положение отверстий на ушках прижима на поверхности опоры и тоже сверлим отверстия на 10 мм. Снизу в них вставляем болты (резьбовой частью вверх) и привариваем их с внутренней стороны швеллера.
4. Установка ручки. Гнем или свариваем п-образную ручку для траверсы размером 30х80х30 см и привариваем ее по центру.
5. Сборка. Ставим поворотную конструкцию из опоры и траверсы на край стола или верстака и фиксируем ее с помощью ушек (сквозными болтами или струбцинами). Надеваем на болты опоры пружины, затем устанавливаем на нее прижим, пропускаем болты через отверстия в его ушках и крепим гайками-барашками.
6. Проверка собранного листогибочного станка. Помещаем заготовку из листовой стали на поверхность стола и выпускаем ее край в зазор между прижимом и опорой. С помощью штангенциркуля проверяем и выставляем размер выступающей части листа. После чего зажимаем его, вращая барашки на левой и правой сторонах прижима.
Для того, чтобы понять, как изготовить простейший листогиб, достаточно изучить вышеизложенную инструкцию. Поэтому любой, кто имеет навыки работы с металлом, может легко сделать такой станок своими руками. Если его применять только для разовых работ, то неудачные конструктивные решения, влияющие на долговечность, точность и производительность, скорее всего, проявятся очень нескоро (если вообще проявятся).
Основными рабочими инструментами листогиба являются прижим и траверса, к проектированию и изготовлению которых необходимо относится к особым вниманием. Далее перечислены основные параметры этих элементов и мероприятия по их улучшению:
- Устойчивость к деформации. Достигается применением ребер жесткости из листовой стали (для швеллеров) или созданием цельных жестких конструкций (для уголков), см. выше.
- Точность прилегания траверсы и прижима. Для качественного и стабильного сгиба величина зазора по всей длине должна составлять не менее половины толщины заготовки 0.2-0.3 мм для самых распространенных видов металла. Единственная возможность добиться таких показателей — фрезеровка прилегающих поверхностей.
- Равномерность нагрузки. Ручка для подъема траверсы должна быть расположена параллельно ее поверхности и крепиться как можно ближе к ее концам.
Самой распространенной ошибкой при изготовлении листогибов является применение сварки на балках в пределах их рабочей зоны. Такие действия ведут к деформации и ослаблению металла, что может проявиться в самые короткие сроки. Другие недостатки многих самодельных станков — это ошибки в конструкции и расположении ручек траверсы, а также качество поворотных петель, что влияет на эргономику труда и повышает затраты мускульной энергии.
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками. Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;
- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).
Разновидности машин для вальцевания
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Еще чертежи листогибочного станка
Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов.
Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Отчасти с этим можно согласиться, ведь новый станок – это дорогое и нецелесообразное приобретение. Однако, задействовав немного инженерного мышления, можно сделать простейший ручной листогиб самостоятельно.
Изготовление качественных изделий из столь прочного материала, как металл – невозможно без применения специальных устройств. С целью облегчения ручного труда и повышения производительности создается новое оборудование. Одним из подобных открытие стал листогибочный станок.
Листогиб – металлопрокатный станок, который используется для сгибания алюминия, латуни, стали и других листов металла. Листогибочный станок изгибает листы под заданным углом, при этом плоскостность материала не нарушается.
Для организации небольшого производства или выполнения работ на приусадебном участке не обязательно приобретать дорогостоящее оборудование, можно изготовить ручной листогибочный станок своими руками.
Фабричные листогибы часто оснащены дополнительными функциями. Одна из наиболее востребованных – это резка металла. Роликовый нож изготовляется из высоколегированного сплава стали, покрытого специальным лаком. Срок службы резца практически не ограничен, однако периодически нож надо будет затачивать (одного затачивания хватит для обработки 25 кг металла толщиною не более 0,8 мм).
Листогибочный станок имеет широкую область применения в следующих отраслях народного хозяйства:
- строительство – изготовление металлической кровли и ее элементов, производство незамкнутых и замкнутых профилей, вентиляционных шахт, воздуховодов, оконных и дверных переплетов, карнизов, профнастила, металлочерепицы и элементов металлического сайдинга;
- мебельное производство – создание коробов, конусов и цилиндров;
- машиностроение – изготовление запчастей, сборка различных типов кузовов автомобилей;
- электроника – создание корпусов бытовой электронной аппаратуры (стираные машины, микроволновые печи, холодильники и т.д.);
- авиа- и кораблестроение.
Главный критерий, по которому делятся все листогибочные станки – тип привода рабочего органа.
Листогиб с ручным приводом – изделие изгибается за счет физического воздействия на поворотную балку. Некоторые модели оснащены педалью. Станок предназначен для обработки металла небольшой толщины на небольшие углы.
Ручной листогиб часто встречается в сараях и гаражах бытовых пользователей, которые используют устройства для сгибания жестяных листов. Установив скобы или опорные балки на нужный радиус сгиба, можно в домашних условиях создавать сложные детали.
В моделях ручного листогиба не предусмотрены узлы скольжения и трения – это делает оборудование менее прихотливым и более прочным.
Изменение длины рычага (узел соединения толкателя и ручки перемещается) приводит к увеличению усилия, воздействующего на заготовку.
Использование таких станков несколько ограничено, так как работа с ними требует применения физической силы.
Усовершенствованный вариант механического листогиба – электромеханический станок. Источником энергии в данном случае служит мощность электродвигателя. Электромеханические станки завоевали популярность среди пользователей, благодаря своей универсальности и удобству применения.
Современная индустрия машиностроения на 70% укомплектована листогибами с электромагнитным приводом. Данные установки имеют ряд преимуществ:
- малые габаритные размеры;
- бесшумность работы;
- высокая скорость изгибания.
Принцип работы электромагнитного листогиба базируется на создании магнитного поля между пуансоном и матрицей. Пуансон свободно закреплен на пружине, матрица устанавливается под ним, исходя из формы будущего изделия.
В пуансоне, или под ним, находится катушка индуктивности, которая создает мощное магнитное поле во время подачи на ее обмотку напряжения.
Магнитное поле притягивает пуансон и матрицу друг к другу – заготовка плотно зажимается между ними и принимает заданную геометрию.
Применение такого метода позволяет «штамповать» в минуту несколько сот деталей.
Конструкция листогибочного ручного станка состоит из таких основных элементов:
- прижимная балка зажимает сгибаемую или отрезаемую жесть;
- гибочная балка загибает металлический лист; возможности сгибания в разных моделях отличаются – обычно угол сгибания составляет от 0° до 180°;
- дисковый нож, выполненный из высокопрочной стали и покрытый порошковой краской; в среднем, ресурс работы ножа – 2500 п.м. жести толщиною не более 0,5 мм;
- угломер – размерный диск, позволяющий быстро выполнить гиб жести под любым углом без установки ограничителя;
- задний стол (ограничитель подачи), на котором размещается и перемещается рабочий лист металла;
- рукоятка зажима позволяет привести в рабочее положение прижимную балку;
- натяжное устройство гибочной и основной балки – настройка формы балок для создания качественного гиба изделия.
Некоторые модели станков оснащены поворотными колесными блоками с тормозами – это позволяет свободно перемещать листогиб и фиксировать его в выбранном положении.
Рассмотрим пример изготовления ручного листогиба, так как его конструкция наиболее проста, а производительности такого станка вполне хватит для обработки металла в бытовых целях.
Самодельный листогибочный станок надо сконструировать таким образом, чтоб при работе основная нагрузка приходилась на самые выносливые и сильные мышцы (бицепсы, широкие спины, икроножные и бедренные), а отдача станка (реакция) станка прижимала стопы к полу. При таком устройстве работа не будет изнурительной.

Схема самодельного листогиба будет зависеть от его назначения:
- Первый способ позволяет сгибать листы под углом 90°. Сгиб получиться качественным, если на траверсу больше налегать с нижней части, подавая ее немного вперед. На этом принципе основаны почти все листогибочные станки, сделанные своими руками.
- Второй способ – обустройство листогибочного пресса. Такое оборудование применяется только в промышленности. Пресс дорого стоит, требует квалифицированного обслуживания и очень травмоопасен.
- Третий способ – проходной (протяжной) листогиб. Радиус изгиба листа варьируется в зависимости от расположения валков. Протяжные листогибочные станки многофункциональны. Гладкие валки используются при выгибании заготовок обечаек кожухов, изготовлении секций широких труб. Профилированные листогибочные вальцы – для протяжки элементов кровли: ендов, коньков, отбортовок и водостоков.
Первый вариант устройства – более приемлем для бытового потребителя. Для разработки чертежа станка необходимо определиться с техническими характеристиками, которые возлагаются на оборудование:
- максимальная толщина обрабатываемого металла: 0,6 мм – оцинковка, 1 мм – медь, 0,7 мм – алюминий;
- ширина металлического листа – не более 1 м;
- наклон сгибания – не менее 120°;
- количество бесперебойных рабочих циклов – около 1200;
- обработка нестандартных заготовок или спецсталей – не желательна.
Чертежи листогибочных станков можно подсмотреть в интернете. Станок будет выдавать стабильный результат, а максимальный угол наклона равен 135°.
Подбор материалов
Для изготовления рабочих узлов станка можно задействовать следующие материалы:
- деревянный брус – для создания «подушки» (на чертеже – вкладыш из дерева);
- швеллер 100-120 мм – основание листогиба;
- металлический лист 6-8 мм – правая щечка;
- прижимную балку лучше сварить из уголков 60 и 80 мм;
- штырь диаметром 10 мм для изготовления оси пуансона;
- пунсон может быть выполнен в виде уголка 80-100 мм или швеллера того же типоразмера;
- рычаг пуансона выполняется из прутка диаметром 10 мм.
Схема сборки ручного листогиба указана на рисунке, где:
- струбница (винт М8-М10 с пяткой и воротком, уголок 40-60 мм);
- щечка;
- основание;
- уголок 110 мм – кронштейн;
- прижимная балка;
- ось пуансона;
- пуансон.
Нижнюю поверхность прижимной балки надо фрезеровать. Это необходимо делать после полной сварки всего узла. При чем, «выглаживание» прижима болгаркой или напильником – недопустимы.
Весь процесс сборки станка можно разбить на следующие этапы:
- Из швеллера изготовить основание.
- Прижим листогиба желательно усилить дополнительным профилем. Длина прижима должна быть на 50-70 мм короче основания.
- К торцам прижимной балки приварить кронштейны из отрезов уголков.
- Края полок уголков прижима, которые будут соприкасаться с изгибаемым листом, надо фрезеровать и сделать их параллельными основанию.
- В центре полки углов-кронштейнов просверлить отверстие (диаметр – 8 мм).
- Обжимной пуансон должен быть короче прижимной балки на 10 мм.
- Из стального прутка изготовить ручку-рычаг и приварить ее к пуансону.
- Из листа стали изготовить щечки и просверлить в них отверстие (диаметр – 10 мм).
- С торцов уголка пуансона (с ребра) снять фаску: длина – 30 мм, глубина – 5 мм. Отверстие необходимо для вставки стальных осей диаметром 10 мм.
- С торцов основания (на ребре) снять фаску: длина – 32 мм, глубина – 6 мм.
- Приварить оси таким образом, чтоб направление осевых линий прутка и ребер уголка совпадало.
- Предварительная сборка:
- пуансон и основание закрепляются слесарными тисками;
- полка уголка и полка швеллера должны находиться в одной плоскости;
- на оси пантуса надеть щечки, прихватив их в нескольких точках к основанию электросваркой.
- Пробная гибка:
- лист мягкого метала уложить на поверхность пуансона;
- зафиксировать лист сверху прижимной балкой, притягивая его к основанию шпильками с накладками или струбцинами;
- проверить положение щечек;
- приварить окончательно щечки к основанию.
- По отверстиям в кронштейнах прижима просверлить отверстия в основании (диаметр – 8 мм), нарезать резьбу М10.
- Снизу основания в резьбовые отверстия завинтить болты. Головки болтов прихватить сваркой.
- Прижим притянуть к основанию, используя гайки М10. Под головки подложить шайбы.
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.

На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
На заводах, которые оборудуются станками для гибки металла, существует ряд правил относительно работы с оборудованием:
- Использовать ограничитель для установки нужных углов.
- Контролировать заданный параметры с помощь угломера.
- Листы аккуратно располагать на рабочей поверхности.
- Проверять установленную глубину до опускания прижимной балки.
- Сделать пробное загибание, чтобы определить насколько точно установлен угол.
Используя самодельный листогиб нужно быть особо внимательным:
- Работать в защитных перчатках, чтобы не порезать руки об острые края листа.
- Не спешить с загибанием углов, прижимную балку опускать двумя руками.
- Проверять целостность подвижных элементов до начала работы.
- Ручное приспособление надёжно фиксировать на рабочем столе.
- Не пытаться сгибать листы большой толщины.

Сгибать заготовки нужно медленно, проверяя угол. Дополнительно можно закрепить на самодельном станке нож для разрезания металла. При его использовании нужно периодически затачивать режущие диски.
Оборудование для сгибания металлических листов можно купить в строительном магазине или собрать самостоятельно. Для этого нужно знать элементы конструкции, принцип работы подвижных механизмов, способы их соединения. Самодельный станок не даст возможность работать с заготовками большой толщины, однако его будет достаточно для сгибания коньков, отливов.
Зиговочный станок своими руками
Зиговочное приспособление или, как его еще называют, зиг-машина дает возможность выполнить на металлическом профиле, так называемые зиги или попросту бортики жесткости. Такой агрегат относится к числу специальных приспособлений и может быть реализован с участием ручного либо электрического привода. Ручные зиговочные станки тоже оснащаются струбцинами, имея при этом более компактные габариты, что позволяет переносить их даже внутри обыкновенной сумки для инструментов.
При помощи зиг-машины можно выполнить качественную отбортовку как на прямолинейных, так и круглых металлических листах, например, обечайках различных емкостей из металла. Порою такое устройство бывает просто незаменимым при производстве различных элементов кровельных систем.
Рабочими компонентами зиговочного станка являются вальцы-ролики, а ее применение дает возможность существенно сэкономить на покупке тех же кровельных элементов, изготовленных на заводе.
В следующем видео наглядно видно, что размеры и конструкция зиг-машины позволяют пользоваться установкой прямо на месте установки кровельной конструкции, что очень удобно!
Известные марки вальцовочных устройств
На современном рынке каждый мастер может найти подходящий для себя станок за нормальную стоимость. Не представляется сложным отыскать как бюджетную ручную валковую машину для изгибания металлических листов и труб, так и полноценное устройство цеха или большой мастерской.
Популярные торговые марки, выпускающие вальцовые станки для ручной работы:
- Stalex – данная торговая марка специализируется на производстве очень надежных и эффективных в работе устройств. Их основное назначение – развальцевание металлических листов, разных за шириной и высотой.
- Metalmaster – эта производственная компания занимается изготовлением и продажей надежного и очень функционального вальцовочного оборудования. Также его просто и удобно использовать при работе с металлопродукцией. Большинство моделей данной торговой марки оснащены специальными канавками на валках. Поэтому на данной валковой машине можно без проблем гнуть пруты и трубы.
- Энкор-Корвет – данная отечественная марка, страной-производителем которой является Китай, выпускает сравнительно дешевый, но надежный станок для развальцовки трубок и сгибания металлических листов, толщиной до 1,5мм.
- Вальцовочные машины с электромеханическим приводом:
- ВЭМ – данная валковая машина редко требует дорогостоящего ремонта ввиду своей надежности. Устройство дополнительно оснащено конструктивными деталями, что дает возможность существенно расширять специфику работы этой марки.
Как показывает количество марок, выпускающих разного рода вальцовочные станки, выбор товаров в наше время огромный. Не прилагая много усилий можно приобрести как дорогостоящее оборудование для производственных предприятий, так и небольшие станки для ручной работы.
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе. Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!

Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.





