
- Обзор популярных моделей
- ЛГС 26
- Устройство и принцип работы
- Изготавливаем гидравлический трубогиб
- Классификация
- По функциям
- По способу сгибания
- С чего начинается сборка?
- Проверка самодельного листогиба «вхолостую» и «на деле»
- Sorex 3160
- SNO-1,5/1300
- Изготовление зиг-машины
- Простые (ручные)
- Листогиб из тавров
- Как выбрать листогиб?
- Виды листогибочных станков и особенности их конструкции
- Как пользоваться?
- Техника безопасности
- Как сделать своими руками?
- Зиговочный станок своими руками
Обзор популярных моделей
Тестируем работоспособность нашей самоделки «вхолостую». Для этого приподнимаем и опускаем несколько раз за ручки второй (внутренний) подвижный уголок. При этом он должен свободно без заеданий поворачиваться из горизонтального положения в вертикальное относительно первого (наружного) неподвижного уголка благодаря соединяющим их дверным петлям.
Теперь проверяем наше листогибочное приспособление «на деле». Для этого берем металлический лист не шире приемной щели и, разделенный тремя горизонтальными линиями на четыре равные части.
Просовываем его в щель между полосой и полкой внешнего уголка, пока первая разметка на листе не совместится с ее внутренней (выходной) гранью.
Беремся двумя руками за ручки и поворачиваем их против часовой стрелки. При этом подвижный уголок, поворачиваясь на петлях относительно неподвижного, сгибает лист по намеченной линии на 90 градусов или чуть больше, учитывая упругие свойства материала заготовки.
Повторяем этот листогибочный процесс три раза.
В результате мы получим профильную квадратную трубу. Чтобы грани получилась более строгими, приемную полосу листогиба можно болтами и гайковертом плотнее прижать к заготовке.
В этом случае, чтобы вытащить заготовку профильной трубы из нашего приспособления, прижимные болты придется немного ослабить.
Попробуем выполнить отбортовку листа. Также просовываем его в щель между полосой и полкой приемного уголка. С помощью угольника проверяем правильность установки листа в устройстве и приводим в действие наше устройство. Отбортовка поучилась ровной, на ней отсутствуют следы деформации и смятия.
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
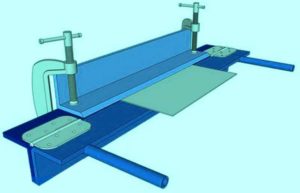
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.
Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.
Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.
Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.
- Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.
- Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
- Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
В готовом виде усовершенствованный листогибочный станок состоит из:
- Опорной укрепленной балки.
- Маховика – резьбового элемента.
- Балки, выполняющей роль прижима.
- Струбцины для фиксации механизма к рабочей поверхности.
- Траверса, который и позволяет выполнять сгиб металлического листа.
На чертежах можно заметить прижимные маховики, которые, как правило, мало у кого имеются в наличии. В большинстве случаев для листогиба за место него применяются обыкновенные винты, оснащенные приваренными воротками.
Ниже представлены чертежи листогибов, которые по своей конструкции сильно похожи на рассмотренные выше варианты. Единственное различие по большей части кроется в креплении траверсы. На схемах предложены размеры, которые, при желании, можно корректировать под собственные нужды и особенности эксплуатации станка.
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин.
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов.
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |

Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.
Хорошие польские листогибочные станки стоят недешево. В последнее время стали востребованы модели российского производителя «Русич». Более дешевый вариант изготавливает Китай, но и качество сборки у таких моделей иногда сомнительное. В рейтинге лучших:
- Stalex;
- Tapco;
- Sahinler;
- Electrabrake.
Однако такие ручные агрегаты не каждый пользователь может себе позволить. Из более доступных вариантов стоит подробнее обратить внимание на другие станки.
ЛГС 26
Неплохой ручной агрегат, изготавливаемый отечественным производителем. Широко используется для работы с листовым металлом в месте монтажа строительной конструкции. Среди изделий, которые можно получить при помощи оборудования:
- отлив;
- откос;
- уголок;
- конек;
- фасадная панель;
- планка.
Такой агрегат можно установить в небольшом помещении. Его конструкция предельно проста, поэтому у пользователя не возникает проблем с эксплуатацией и обслуживанием оборудования.
Одно из достоинств, которое оценил современный пользователь – невысокая цена. При этом производитель позаботился о богатом функционале станка. Доступность обусловлена невысоким качеством механизмов, что также является минусом рассматриваемой модели. Из технических характеристик, которые обязательно нужно выделить:
- каркас изготавливается из стальной трубы с толстыми стенками, поэтому он считается усиленным;
- масса конструкции в разобранном виде 270 кг;
- габариты станка позволяют обрабатывать материал длиной 250 см;
- максимальная толщина заготовки 0.8 мм;
- угол сгиба 160 градусов, но можно догнуть деталь до 180 градусов.
Станок можно более подробно рассмотреть с конструктивной точки зрения. Производитель использовал улучшенный прижимной механизм. Именно благодаря ему заготовка остается на своем месте при ее обработке по всей длине. Механизм балки не сдвигается с места благодаря установленным пружинам. Для завершения цикла прогонки одной заготовки достаточно одного сотрудника. Во время работы с оборудованием угол гиба устанавливается точно. Чтобы это стало возможным, производитель предусмотрел удобную планку угломера.
Устройство и принцип работы
На современном рынке каждый мастер может найти подходящий для себя станок за нормальную стоимость. Не представляется сложным отыскать как бюджетную ручную валковую машину для изгибания металлических листов и труб, так и полноценное устройство цеха или большой мастерской.
Популярные торговые марки, выпускающие вальцовые станки для ручной работы:
- Stalex – данная торговая марка специализируется на производстве очень надежных и эффективных в работе устройств. Их основное назначение – развальцевание металлических листов, разных за шириной и высотой.
- Metalmaster – эта производственная компания занимается изготовлением и продажей надежного и очень функционального вальцовочного оборудования. Также его просто и удобно использовать при работе с металлопродукцией. Большинство моделей данной торговой марки оснащены специальными канавками на валках. Поэтому на данной валковой машине можно без проблем гнуть пруты и трубы.
- Энкор-Корвет – данная отечественная марка, страной-производителем которой является Китай, выпускает сравнительно дешевый, но надежный станок для развальцовки трубок и сгибания металлических листов, толщиной до 1,5мм.
- Вальцовочные машины с электромеханическим приводом:
- ВЭМ – данная валковая машина редко требует дорогостоящего ремонта ввиду своей надежности. Устройство дополнительно оснащено конструктивными деталями, что дает возможность существенно расширять специфику работы этой марки.
Как показывает количество марок, выпускающих разного рода вальцовочные станки, выбор товаров в наше время огромный. Не прилагая много усилий можно приобрести как дорогостоящее оборудование для производственных предприятий, так и небольшие станки для ручной работы.
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Изготавливаем гидравлический трубогиб
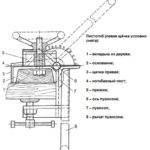
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.

Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.
По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
- станок с матрицей, прессом и пуансоном;
- с гибочной балкой поворотного типа;
- двух-, трех-, четырехвалковый ротационный.
Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.
С чего начинается сборка?
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками. Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;
- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).
Для изготовления листогибочного станка своими силами потребуются самые обычные инструменты и приспособления, которое всегда есть в арсенале любой гаражной или дачной мастерской. Если листогиб служит только для того, чтобы согнуть несколько деталей в течение месяца, и при этом нет особых требований к точности гибки, то в качестве исходных материалов подойдут любые обрезки металлического проката подходящего размера.
Место установки, инструмент и материалы
Перед началом работ в первую очередь необходимо подобрать место для установки своего самодельного ручного станка (верстак, стол), на котором он будет монтироваться в процессе производства. Если такого места нет, придется сварить опорную конструкцию из металлопроката или сделать отдельный верстак. При его изготовлении потребуется выполнение сверлильных, отрезных, шлифовальных и сварочных операций. Поэтому прежде чем приступать к работам, необходимо убедиться, что в наличии имеются:
- углошлифовальная машинка (болгарка) с шлифовальным и отрезным кругами;
- сварочный аппарат;
- электрическая дрель;
- тиски и слесарный инструмент.
В качестве исходного материала для балок обычно используются равнополочные швеллеры и уголки, а ручки изготавливают из круглого прутка или трубы. Точность сгиба и долговечность работы станка во многом зависит от качества шарниров, обеспечивающих дуговое движение траверсы при гибке листового металла.
Порядок изготовления и сборки
Прежде, чем приступать к изготовлению листогибочного станка, необходимо решить, какая максимальная ширина может быть у деталей, которые нам придется гнуть. Первым ограничением при принятии этого решения являются габариты стола или верстака, на котором он будет установлен. Также необходимо принять во внимание ширину стандартных листов оцинковки и толщину предполагаемых заготовок, которые этот станок сможет согнуть.
Далее рассмотрим порядок изготовления своими руками ручного станка со следующими техническими характеристиками:
- ширина сгиба — до 1000 мм;
- толщина заготовки до 2 мм;
- угол сгиба — до 135°.
Процесс подготовки материалов можно опустить, так как он включает в себя только нарезку металлопроката нужной длины и подбор метизов. Поэтому сразу приведем перечень компонентов, необходимых для того, чтобы сделать станок с указанными выше параметрами:
- швеллер N 8 для опоры — 115 см;
- уголок 45 для прижима и траверсы — 2х115 см;
- полоса 40 — 2х115 см;
- пруток или труба для ручки траверсы — прим. 160 см;
- петли приварные цилиндрические 60х10 — 2 шт;
- болт М8х60 — 2 шт;
- пружины под болт — 2 шт;
- гайки-барашки — 2 шт;
- отрезки уголка 45 — 4х6 см.
1. Установка петель. На опоре с обеих сторон необходимо сделать выборки на длину петли глубиной в половину ее диаметра. Траверсу с обоих концов укорачиваем на половину длины петли и также делаем на ее концах выборку длиной в половину петли и глубиной в половину ее диаметра. Проверяем на размер обе балки вместе с петлями, а затем привариваем петли к траверсе.
2. Повышение прочности рабочих балок. Ввариваем полосу по всей длине внутри траверсы таким образом, чтобы в сечении получился треугольный профиль (это позволит при необходимости согнуть металл большей толщины без ущерба для станка). То же самое нужно сделать и с прижимом, предварительно обрезав его по длине траверсы.
3. Монтаж ушек и болтов. Сверлим по одному отверстию на 10 мм в каждом отрезке уголка, а затем привариваем одну пару отверстиями вверх на торцы прижима, а вторую — отверстиями вниз на торцы опоры. Отмечаем положение отверстий на ушках прижима на поверхности опоры и тоже сверлим отверстия на 10 мм. Снизу в них вставляем болты (резьбовой частью вверх) и привариваем их с внутренней стороны швеллера.
4. Установка ручки. Гнем или свариваем п-образную ручку для траверсы размером 30х80х30 см и привариваем ее по центру.
5. Сборка. Ставим поворотную конструкцию из опоры и траверсы на край стола или верстака и фиксируем ее с помощью ушек (сквозными болтами или струбцинами). Надеваем на болты опоры пружины, затем устанавливаем на нее прижим, пропускаем болты через отверстия в его ушках и крепим гайками-барашками.
6. Проверка собранного листогибочного станка. Помещаем заготовку из листовой стали на поверхность стола и выпускаем ее край в зазор между прижимом и опорой. С помощью штангенциркуля проверяем и выставляем размер выступающей части листа. После чего зажимаем его, вращая барашки на левой и правой сторонах прижима.

Для того, чтобы понять, как изготовить простейший листогиб, достаточно изучить вышеизложенную инструкцию. Поэтому любой, кто имеет навыки работы с металлом, может легко сделать такой станок своими руками. Если его применять только для разовых работ, то неудачные конструктивные решения, влияющие на долговечность, точность и производительность, скорее всего, проявятся очень нескоро (если вообще проявятся).
Основными рабочими инструментами листогиба являются прижим и траверса, к проектированию и изготовлению которых необходимо относится к особым вниманием. Далее перечислены основные параметры этих элементов и мероприятия по их улучшению:
- Устойчивость к деформации. Достигается применением ребер жесткости из листовой стали (для швеллеров) или созданием цельных жестких конструкций (для уголков), см. выше.
- Точность прилегания траверсы и прижима. Для качественного и стабильного сгиба величина зазора по всей длине должна составлять не менее половины толщины заготовки 0.2-0.3 мм для самых распространенных видов металла. Единственная возможность добиться таких показателей — фрезеровка прилегающих поверхностей.
- Равномерность нагрузки. Ручка для подъема траверсы должна быть расположена параллельно ее поверхности и крепиться как можно ближе к ее концам.
Самой распространенной ошибкой при изготовлении листогибов является применение сварки на балках в пределах их рабочей зоны. Такие действия ведут к деформации и ослаблению металла, что может проявиться в самые короткие сроки. Другие недостатки многих самодельных станков — это ошибки в конструкции и расположении ручек траверсы, а также качество поворотных петель, что влияет на эргономику труда и повышает затраты мускульной энергии.
Проверка самодельного листогиба «вхолостую» и «на деле»
Sorex 3160
Это польский сегментный станок, который широко используется для изготовления крупногабаритных элементов:
- вентиляция;
- панель для фасада;
- кровельные изделия.
Масса описываемого станка составляет 320 кг. Он может работать с нелегированной сталью, максимальная толщина которой составляет 0.9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см.
Среди основных достоинств, которыми может похвастаться описываемый станок – конкурентная цена, наличие богатого дополнительного функционала. Приспособления позволяют уменьшить производственные издержки, что немаловажно на начальных этапах построения бизнеса. Пользоваться оборудованием просто, для этого на корпусе есть специальные регулировочные элементы.
Из особенностей, отличающих представленную модель от других, можно выделить особую конструкцию ножа. Когда он заканчивает отрезать материал, занимает положение на балке, что в конструкции выступает в качестве направляющей. Таким образом нет необходимости полностью его отводить в начальное положение.
Во время эксплуатации оборудования прижимную балку можно зафиксировать на необходимой высоте. Это стало возможным благодаря установленному вертикальному подъемному механизму.
SNO-1,5/1300
Изготавливает станок чешская компания Proma. Представленное оборудование можно смело назвать универсальным. В его функционал входит возможность использовать агрегат в качестве гибочного станка с последующим вальцеванием или скручиванием в цилиндр. Ролики имеют особые проточки, которые легко наматывают проволоку. Масса оборудования больше, чем в остальных представленных моделях. Этот параметр составляет 530 кг.
Максимальная толщина обрабатываемой заготовки составляет 1.5 мм, минимальная – 0.4 мм. Длина стола для работы 132 см. Устройство используется для гиба продукции металлопроката под прямым углом. Диаметр роликов для обкатки составляет 7.6 см. Станок может свернуть нелегированную сталь толщиной 0.4 мм в цилиндр.
В производстве такой агрегат станет незаменимым помощником, поскольку он может изготавливать широкий ассортимент продукции. Станок обладает простым управлением, прекрасной износостойкостью. Из недостатков, которые отмечают пользователи:
- внушительная масса;
- немобильный;
- дорого стоит.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
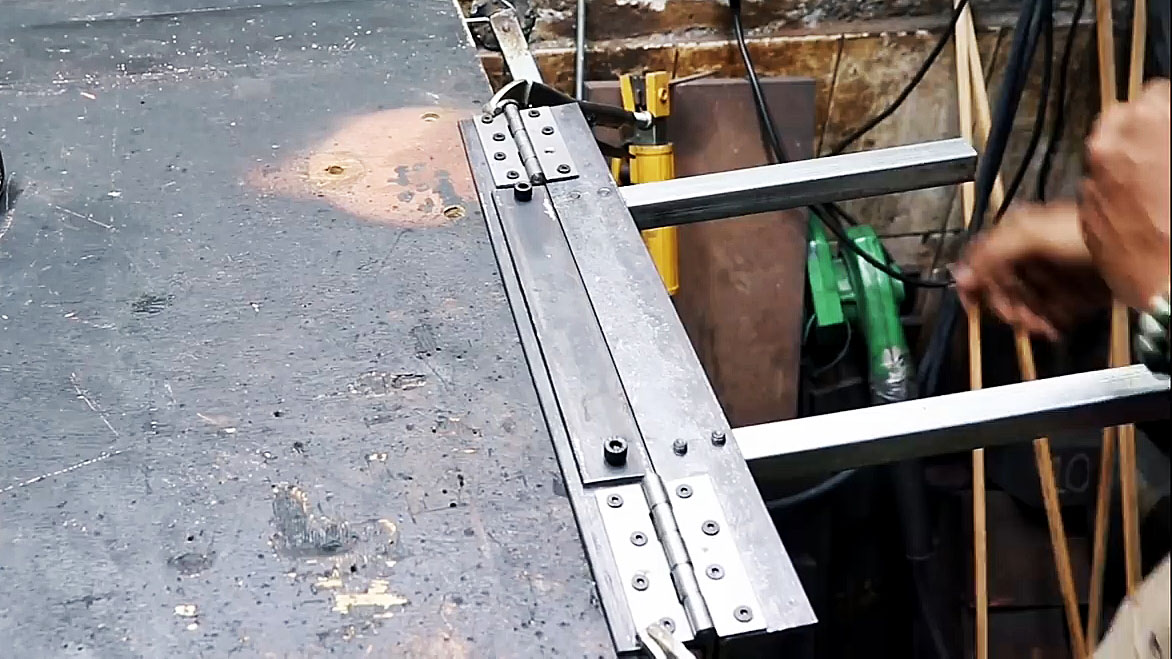
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла.
Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Порядок действий следующий:
 Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.
Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.- Приварите петли с двух сторон (проварите с лицевой стороны и с изнанки).
- К дальнему от вас тавру приварите по 2 укосины с каждой стороны. Они требуются для того, чтобы можно было выполнить установки болта-фиксатора прижимной планки.
- Приварите к каждой укосине по гайке для болта.
- Установите прижимную планку, а сверху приварите пластины из металла, в которых будет отверстие посредине. Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите.
- Пружину отрежьте так, чтобы она смогла поднимать планку на 0,5-0,7 см. После этого нужно пропустить болт в «ушко», надеть пружинку и закрутить гаечку. После установки такой же пружинки с другой стороны прижимная планка будет подыматься сама при откручивании.
- Приварите к шляпке винта два отрезка арматуры – это будут ручки для закручивания.
- К подвижному тавру приварите ручку и можно начинать.
Данный вариант будет самым мощным – вы сможете сгибать длинные заготовки и листы большой толщины. Хотя такие масштабы не всегда востребованы, но всегда можно уменьшить. В видео есть конструкция аналогичного типа, но чуть меньше и с другим креплением планки прижима. К слову, можно установить на винт пружину и тогда будет проще поднимать планку. Конструкция интересна тем, на ней можно проводить отбортовку, а стандартные устройства такого не могут.
Данная модель выполнена из уголка с толстыми стенками, станина сделана в виде обычного строительного козла, который сварен из аналогичного уголка. Ручка взята с багажной тележки, а конструкция винтов по-своему интересна – они длинные, ручка вынута в виде буквы «Г». Ее удобно открутить и прикрутить на месте.
Такой станок листогиб своими руками сделать несложно, но учтите некоторые особенности:
- Уголки находятся не полочками друг к другу, а имеют направление в одну сторону. Из-за этого крепление петли бывает не самым удобным.
- На изгибе дальнего уголка приварите с двух сторон маленькие пластинки-упоры для планки.
- На той же планке приварите гайку от винта (на обеих сторонах).

Прижимную планку нужно установить на станок, а в место установки подложить пружины. Ручку установите на место. Если она не прижмет планку, благодаря силе упругости пружинки будет приподнятой над поверхностью. В этом положении под нее заправьте заготовку, выставьте и прижмите. Такой листогиб будет неплохим вариантом для использования в домашних условиях. У вас не получится гнуть толстый металл, то оцинковку и жесть без труда.
Данный тип листогиба может быть с тремя приводами:
- Гидравлический.
- Ручной.
- Электрический.
Вальцы своими руками для листового металла делают с ручным или электрическим приводов. В ручном должно быть 3 вала, а в электрическом может быть и 3-4, но по стандарту тоже всего лишь три. Для такого станка требуется хорошая основа, в качестве который может быть использована станина или верстак. В качестве основы конструкции выступают валки, которые должны быть одинакового размера.
Крупногабаритные вальцовые станки часто используют в промышленном производстве. Небольшие мастерские вполне довольствуются устройствами для ручной работы.
Станки вальцовые разделяют:
- Механические. Являются очень простыми в использовании, а также отличаются невысокой стоимостью. Данный механизм имеет в составе три вальца, которые необходимо вращать вручную. Шестеренки передают движение от рукоятки на исполнительный механизм. Механический вальцовый станок не может изгибать детали формы конуса. Наиболее часто их используют в небольших цехах и приватных мастерских, чтобы изготовлять детали из очень тонких металлических листов.
- Электромеханические. Данный тип вальцовочной машины является производительней из-за дополнительного наличия электропривода, который приводит во вращение исполнительный механизм. Наличие данного элемента позволяет обрабатывать металлический лист с большей толщиной и существенно сократить время выполнения работы. Для валкового устройства с электромотором обязательно наличие тормоза.
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;
- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.
Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе. Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!

Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.
Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции.
Виды листогибочных станков и особенности их конструкции
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.
(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
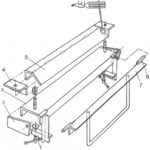
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.
(Чертеж №2)
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью!
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).
Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.
На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
Как пользоваться?
Независимо от модели, к станку прилагается инструкция по эксплуатации, ее стоит строго соблюдать.
Пользоваться ручным агрегатом просто. Нужно только поместить листовой металл между имеющимися роликами и начать крутить ручку. Заготовка проходит цикл гибки и выходит установленной формы. Менять угол гиба и регулировать другие параметры можно, увеличив расстояние между валиками.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.
Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.
В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне.
Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Листогиб, наряду с трубо- и прутогибом, является полезным устройством в быту и стройсервисе. Нередко на металлобазах предлагают услугу по сгибанию листового металла – за отдельную плату. Вы можете заплатить за то, чтобы вам согнули один или несколько листов – а вот при самостоятельной постройке дома свой листогиб необходим.
Перед изготовлением листогиба определитесь, какой толщины и структуры, а также сколько листов вам нужно согнуть, как именно они будут сгибаться. Это позволит выбрать схему, по которой прибор будет выпущен.
Самый простой механизм позволяет гнуть листовую сталь посредством траверсы. Данное устройство легко согнёт лист с шириной не более полуметра, на 90 градусов, используя лишь силу рук мастера.
Листовой металл закрепляется в станке с помощью струбцины или небольших тисков. Сгибание в выбранном месте осуществляется нажатием траверсы на него.
Чтобы получить прямой угол загиба, понадобится особый вкладыш в виде полоски металла или сплава, добавляющий сгибаемому листу упругости.

Усложнённое устройство – листогибочный пресс с сеткой и пуансоном в качестве исполнительного механизма.
Лист металла или сплава кладётся на криволинейную или спрямлённую матрицу, а пуансон (сгибающий клин) прижимается к сгибаемому листу, придавая ему нужный узор сгиба.
Такой станок чаще используется в металлообрабатывающем производстве, где сгибание листового железа поставлено на поток.
Самодельные листогибы в домашних условиях могут работать и с гидравлическим механизмом, роль которого выполняет, например, домкрат.
Для такого станка потребуется не менее двух одинаковых домкратов.
К тому же их работу нужно синхронизировать, что представляет собой дополнительную сложность по сравнению, например, с арматуротрубогибами.

Профессиональные листогибы изготавливаются на основе трёхвального механизма. В них лист металла проходит через управляемые валы. В результате радиус изгиба листа обретает отличающиеся при разных подходах значения.
Особое место занимают электромагнитные листогибы. Но самостоятельно сделать такой листогиб затруднительно. Его положительные качества – небольшие габариты, бесшумный процесс сгибания листов, высокая скорость.
Работает такой листогиб за счёт электромагнитного поля, создаваемого между гнущей поверхностью и матрицей. Сгибатель свободно зафиксирован с помощью пружины, а сама матрица ставится под ним. Механизм подстраивается под форму сгибаемого листа.
Под сгибателем (или в нём) размещён электромагнит, на который подаётся выпрямленное сетевое напряжение.
Матрица притягивается к сгибателю, и тот моментально гнёт вставленную заготовку. В таком устройстве может присутствовать и секторный сгибатель, позволяющий делать разноуровневые (составные) отбортовки.
Вальный листогиб используется, к примеру, при изготовлении одностенных дымоходов, где труба с круглым или овальным сечением имеет идеальные размеры. Если вальный механизм имеет определённый профиль, то он хорош для изготовления крышных водостоков, располагаемых по периметру.
При необходимости вальный листогиб укомплектовывается дополнительными листогибочными валами, позволяющими, к примеру, получить из ровного листа ступенчатое или волнистое железо.

Вальные станки часто оснащаются ножом, который дает возможность отрезать лист неподалёку от места сгибания.
У ручного листогиба рабочий ресурс чаще всего выбирают в следующих пределах:
- количество листов – не менее 1400;
- ширина листа – не более 2 м;
- угол сгиба – до 130 градусов.
Больший ресурс используется не при домашней, а при заказной работе. Для изготовления станка-листогиба вам не обойтись без следующих инструментов и расходников к ним:
- электродрель и набор свёрл различного диаметра;
- болгарка, а также отрезные и шлифовальные диски к ней;
- сварочный аппарат и набор электродов;
- тиски для верстака, набор струбцин;
- набор ручного инструмента (молоток, кувалда, пассатижи, кёрнер, напильник-зубило).
Для подключения инструмента, если во дворе нет расположенной рядом с местом проведения работ розетки, потребуется катушечный удлинитель требуемой длины.
В качестве расходных материалов нужны:
- уголковый профиль из толстостенной стали;
- болты, гайки и шайбы (можно использовать гроверные);
- швеллер (П-образный профиль с частично заострёнными краями);
- правило (если в качестве ударно-спускового элемента используется именно оно);
- арматурный прут (допустима арматура с гладкой поверхностью);
- набор шарикоподшипников (если механизм предусматривает их использование).
Подготовив необходимые электроприборы, расходники и материалы, можно приступить к изготовлению станка-листогиба. Три типа листогибов – ручной, вальный и гидравлический – подразумевают несколько конкретных чертежей. Начнём с уголкового (таврового).
Один или два уголка в качестве основы – наиболее часто встречающаяся конструкция. Здесь потребуется большая ровная площадка (верстак). Идеально, если столешница его будет обита металлическим листом большей толщины, чем та, лист которой требуется согнуть.
Ширина уголка должна быть не менее 4,5 см, толщина – не менее 3 мм. При сгибании более длинных (метр и больше) листов потребуются более толстые и широкие уголки, подойдёт и тавровый чермет (Т-образный, сдвоенный уголок).
Подготовьте две стальные дверные петли, болты и гайки на 10-20 мм, а также пружины. Желательно использовать петли-бабочки, в которых предусмотрена потайная головка винта – их конструкция усилена и выдержит значительную перегрузку.
Сделайте следующее:
- Сложите вместе два тавровых профиля. С обоих концов на них вырежьте выемки под петли. Срежьте край каждой выемки под углом в 45 градусов.
- Подпилите третий Т-образный профиль аналогично, оставив выемку на нём более заглубленной. Такая выемка нужна для прижимания сгибаемых листов, и перемещается без усилий.
- Приварите петли по обе стороны – с лицевой и обратной частей. Убедитесь, что сварные швы ровные и основательные – петля не должна оторваться.
- На одном из тавров, удалённом от вас в данный момент, приварите по два скоса с каждой из сторон. Они помогут зафиксировать удерживающий болт прижимной детали.
- Приварите к скосам гайки болтов.
- Зафиксируйте прижимающую планку (тавр с обрезанной стороной).
- Сверху приварите стальные пластины с отверстием в середине каждого из них. В отверстие легко должен заходить болт.
- Выровняйте отверстия, чтобы они совместились по одной оси с гайкой. Приварите эти пластины.
- Отрежьте часть пружины так, чтобы её усилия хватало для поднятия зажимающей планки в среднем на 6 мм.
- Проденьте болт в прижимающую планку, наденьте на него пружину и завинтите гайку. Установите такой же кусок пружины с обратной стороны. Прижимающая пластина при ослаблении болта должна приподняться самостоятельно.
- Приварите к головке болта по два куска арматурного прута – они послужат рукояткой для закручивания.
- Наденьте на получившиеся рукоятки пластиковые или деревянные накладки, выполненные в виде трубок. Допустимо использовать и старые грипсы от велосипеда.
Зиговочный станок своими руками
Зиговочное приспособление или, как его еще называют, зиг-машина дает возможность выполнить на металлическом профиле, так называемые зиги или попросту бортики жесткости. Такой агрегат относится к числу специальных приспособлений и может быть реализован с участием ручного либо электрического привода. Ручные зиговочные станки тоже оснащаются струбцинами, имея при этом более компактные габариты, что позволяет переносить их даже внутри обыкновенной сумки для инструментов.
При помощи зиг-машины можно выполнить качественную отбортовку как на прямолинейных, так и круглых металлических листах, например, обечайках различных емкостей из металла. Порою такое устройство бывает просто незаменимым при производстве различных элементов кровельных систем.

Рабочими компонентами зиговочного станка являются вальцы-ролики, а ее применение дает возможность существенно сэкономить на покупке тех же кровельных элементов, изготовленных на заводе.
В следующем видео наглядно видно, что размеры и конструкция зиг-машины позволяют пользоваться установкой прямо на месте установки кровельной конструкции, что очень удобно!






