
- Определение показаний прибора
- Описание и действие
- Устройство прибора
- Лазерный микрометр
- 1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
- Устройство микрометра и разновидности измерительных приборов
- Устройство прибора
- 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
- Учимся проводить измерения микрометром правильно пошаговая инструкция
- Устройство прибора
- 3. ПРИЕМКА
- 4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
- Настройка микрометра и проверка его точности
- 7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
- Купить Микрометры рычажные тип MP ГОСТ 4381-87 с доставкой по России
Определение показаний прибора
Измерительный прибор высокой степени точности, позволяющий определять линейные размеры физических тел, называется микрометр. Многогранность принципа работы микрометра способствует высокой точности производимых измерений, а простота в работе с устройством делает его доступным даже для начинающих мастеров.
Описание и действие
Прибор на современном рынке представлен множеством типов и моделей, которые по принципу действия и правилам эксплуатации не имеют существенных различий. Исключением являются лишь электронные и лазерные приборы.
https://www.youtube.com/watch?v=bt_EXGhLt7A
Название инструмента указывает размерную величину, в пределах которой прибор способен с достоверной точностью определить размер детали. Один микрон — очень мелкий параметр; на практике чаще пользуются точностью в 50 микрон — это величина, значение которой может повлиять на результат сборочных работ либо настройку детали.
Приемы измерения микрометром — абсолютный и относительный. При первом варианте разъем прибора прилагается непосредственно к поверхности детали. Зажимы для крепления выставляются в соответствии с геометрией измеряемой детали. Показания в микронах снимаются согласно измерительным шкалам.
Относительный метод основан на данных, снятых при измерении предметов, которые находятся в непосредственной близости к искомому объекту обмера. В дальнейшем с их помощью косвенным математическим путем устанавливаются искомые параметры этого предмета.
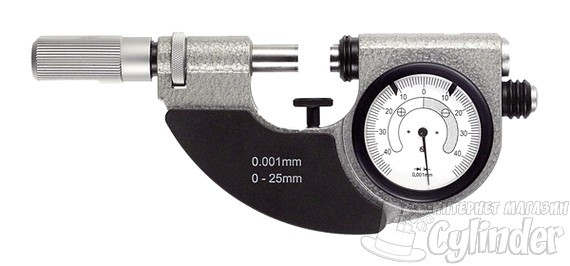
Устройство прибора
Винт и гайка — вот самое простое описание механической конструкции микрометра. Сложными и тщательно выверенными являются шкалы, предназначенные для снятия измерений.
Стандартная модель измерительного прибора состоит:
- Скоба, имеющая достаточную жесткость. Даже мелкие деформации этой детали способны повлиять на точность измерений. Дефекты скобы свидетельствуют о непригодности измерительного устройства к работе;
- Пятка — обычно реализована как элемент части корпуса прибора. Существуют также виды микрометры со съемной пяткой. Такая модификация устройства предназначена для измерений в диапазоне от 500 до 800 мм;
- Микрометрический винт (шпиндель) вращается за счет передвижения трещотки;
- Устройство стопорное реализовано в виде винтового зажима, служит фиксатором микрометрического винта при снятии показаний измерительных величин или настройке микрометра;
- Стебель имеет основную и дополнительную измерительные шкалы для определения размерных величин детали. Основная показывает целые значения (миллиметр), а дополнительная — половинные;
- Барабан рассчитан для измерения десятых и сотых доли мм и служит указателем шкалы стебля;
- Трещотка регулирует напряжение, при котором контактируют прибор и предмет измерения, а также способствует вращению микрометрического винта;
- Эталон — деталь дополнительно входит в комплект устройства и необходима для настройки точности и проверки работоспособности микрометра.
Маски и защитные очки для работы с болгаркой
Сразу после приобретения микрометр рекомендуется диагностировать на наличие дефекта в работе. При сбое шкалы ее можно настроить с помощью ключа, входящего в комплект устройства.
Проверка точности прибора производится смыканием плоскостей измерения. В максимальном упорном положении винта в противоположную плоскость на индикаторе электрического микрометра появится цифра «0».
В приборе с механической конструкцией стебля должен принять положение, в котором будет практический полностью закрыт барабаном. Нулевое значение на барабане должно совпасть с продольным штрихом стебля, а его скошенный край — с нулевой отметкой верхней шкалы.
До того как приступить к проверке, устройство и деталь необходимо выдержать в одинаковых температурных условиях не менее трех часов. При желании для проверки можно использовать эталон.
В начале работы необходимо расположить измерительную деталь между пяткой прибора и микрометрическим винтом. Начать вращение барабана с учетом максимальной близости шпинделя и измеряемого предмета.

При измерениях микрометр находится в левой руке. Во избежание нагрева от температуры тела и искажения результатов держать прибор следует за изолированную часть скобы.
Размеренно и не спеша до соприкосновения с измеряемой поверхностью подводится шпиндель устройства. Крутить его следует по направлению против часовой стрелки относительно торца с нарезкой пока деталь не зайдет в зазор торцов. Далее, необходимо по часовой стрелке довести вращение шпинделя до упора, придерживая в процессе нарезки барабан.
При достижении упора вращение начнет сопровождаться треском. Вращение микрометрического винта следует прекратить и можно приступать к снятию показаний. Освобождается деталь из зажима обратным вращением шпинделя. Точный размер замеряется на барабане с помощью шкалы нониуса.
Показания прибора. При работе по снятию величин измерений механическим прибором требуется некоторая сноровка. Начинаем снимать показания с более крупного разряда цифр и оканчиваем мелким.
Для начала обратим внимание на шкалу стебля на неподвижной части рукоятки. Она содержит две шкалы, которые для комфортного восприятия расположены в позиции остановки края барабана, зафиксируем значение деления нижней шкалы (допустим, 8). Оно находится в зоне видимости. Так определяется величина первого цифрового показания.
Как выбрать паяльник для полипропиленовых труб
В случае когда край барабана сравнялся с делением на верхней шкале, то после запятой необходимо поставить цифру 5, если деление скрыто, тогда цифру 0. После рассматривается шкала на барабане, где находятся сотые доли миллиметра, их необходимо прибавить к десятым долям.

Допустим, верхняя шкала не показала половинчатого деления, соответственно, измерительная величина равна 8,0 мм. Поскольку на барабане с горизонтальным штрихом выпало значение 12, следовательно, 8,0 0,12 = 8,12 мм. В случае видимости штриха на верхней шкале стебля 8,5 0,12 = 8,62 мм.
В зависимости от длины передвижного шпинделя (винта) микрометры классифицируют по типоразмерам. Приборостроительная промышленность производит устройства для измерения размера деталей в диапазонах:
- от 0 до 25 мм,
- от 25 до 50 мм,
- от 50 до 75 мм,
- до 500−600 мм.
- Ряд измерительных приборов дополнительно укомплектован установочными концевыми мерами для возможности выставления устройства в позицию «на ноль».
- Микрометры имеют различие по видам (по ГОСТ 6507–90 ) в зависимости от назначения и конструктивной принадлежности (ручные и настольные).
- Широко распространены в использовании следующие виды измерительных микрометров:
- гладкие — предназначены мерить наружные размеры;
- листовые — для толщины лент и листов, оснащены стрелочным циферблатом;
- трубные — для толщины трубных стенок;
- проволочные — для толщины проволоки;
- микрометрические головки — для измерения перемещения;
- зубомерные — измеряют нормали зубчатых цилиндрических колес, что важно для контроля качества при их производстве.
Помимо отображенных в ГОСТ, используются и другие виды инструмента:
- рычажные микрометры — принцип действия прибора основан на механизме измерения линейных величин с помощью метода сравнений и оценок (модель МРИ);
- микрометры призматические — для измерения внешнего диаметра инструмента со множеством лезвий (серия МТИ, МПИ, МСИ);
- нутромеры микрометрические — для измерения внутренних параметров различных деталей (НМ, НМИ);
- канавочные;
- резьбомерные;
- универсальные и прочие.
Для скоростных обмеров предназначены приборы с наличием электронной «цифровой» индикации, значение произведенных измерений у которых отображается на отдельном табло (к примеру, микрометр модифицированный МК — МКЦ).
Современные микрометры с цифровой индикацией имеют ряд определенных достоинств:
 Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.
Внутренняя электронная начинка в составе устройства и цифрового табло индикации значительно облегчает работу, связанную с измерением, и экономит время, расходуемое на считывание результатов. Табло индикатора электронного микрометра отображает все полученные измерительные данные, при этом проблемы со снятием данных, как правило, отсутствуют.- Ощутимое преимущество цифровых устройств (ГОСТ 6507−90) составляет цена деления шкалы 0,001 мм и малые значения предела допустимой погрешности.
- Модели электронных микрометров способствуют осуществлению не только абсолютных, но и относительных измерений.
- Существует возможность из какого-либо положения в диапазоне измерений выставить прибор в нулевое значение. Это свойство полезно при техническом контроле, разбраковке изделий, сложных обмерах.
- Разбраковку и контроль качества деталей реально ускорить, если в память микрометра заложить допустимые граничные значения измерительных величин. Современные прогрессивные модели микрометров обладают такими функциональными возможностями.
- Устройства последних модификаций имеют разъемы, позволяющие отображать статистические данные измерений при помощи компьютера. Эта функция полезна при анализе серии измерений и для ведения отчетной документации испытаний.
- Универсальность цифрового прибора при пользовании также является плюсом, она дает возможность использовать как метрическую, так и английскую систему измерений.
Российские болгарки: характеристики, описание и выбор УШМ
Ощутимым недостатком цифровых измерительных устройств является ненадежность в работе. Всякая цифровая техника нуждается в особо аккуратном обиходе.
Механическая модель микрометра при возможном падении не особо пострадает, хотя это отразится на способности работать в дальнейшем.
При цифровом аналоге в таком случае существует риск немедленного прекращения работы, ремонтных затрат или даже замены прибора.
Недорогой цифровой микрометр неизвестного производства способен допускать погрешности результата измерений. Такие приборы фактически не соответствуют ГОСТу, впрочем, нередко цифровые модели, изготовленные согласно стандарту, имеют частые сбои в работе. Инструмент требует замены по прошествии гарантийного срока эксплуатации.
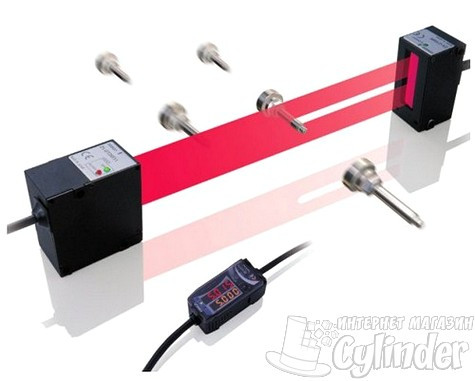
Лазерный микрометр
Лазерный микрометр — новейший универсальный измерительный инструмент. Главное отличие прибора от механических аналогов — это потребность в автономном источнике питания.
Микрометр служит для бесконтактных измерений линейных величин, определения зазоров, ширины, толщины, внутренних диаметров в технологических объектах. Посредством лазерного устройства измеряют уровни сыпучих веществ, отслеживают положение объекта.
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Микрометры должны быть изготовлены следующих типов:МК — гладкие для измерения наружных размеров изделий (черт.1);МЛ — листовые с циферблатом для измерения толщины листов и лент (черт.2);МТ — трубные для измерения толщины стенок труб (черт.3);МЗ — зубомерные для измерения длины общей нормали зубчатых колес с модулем от 1 мм (черт.4);
Тип МК
1 — скоба;
2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)
Черт.1
Тип МЛ
1 — скоба;
2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион); 8 — циферблат; 9 — стрелка
Черт.2
Тип МТ
1 — скоба;
2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан; 7 — трещотка (фрикцион)

Черт.3
Тип МЗ
1 — скоба;
2 — пятка; 3 — измерительная губка; 4 — микрометрический винт; 5 — стопор; 6 — стебель; 7 — барабан; 8 — трещотка (фрикцион)
Черт.4
Тип МГ
1 — микрометрический винт; 2 — стебель; 3 — барабан; 4 — трещотка (фрикцион)
Черт.5
Тип МП

1 — корпус; 2 — микрометрический винт; 3 — стебель; 4 — барабан; 5 — трещотка (фрикцион)
Черт.6
1.2. Микрометры следует изготовлять:- с ценой деления 0,01 мм — при отсчете показаний по шкалам стебля и барабана (черт.1-6);- со значением отсчета по нониусу 0,001 мм — при отсчете показаний по шкалам стебля и барабана с нониусом (черт.7 и 8);- с шагом дискретности 0,001 мм — при отсчете показаний по электронному цифровому отсчетному устройству и шкалам стебля и барабана (черт.9).
1 — стебель; 2 — нониус; 3 — барабан; 4 — цифровое отсчетное устройство
Черт.7
1 — стебель; 2 — нониус; 3 — барабан
Черт.8
1 — стебель; 2 — барабан; 3 — электронное цифровое отсчетное устройство
Черт.9
Примечание. Черт.1-9 не определяют конструкции микрометров.(Измененная редакция, Изм. N 1).
1.3. Основные параметры, размеры и классы точности микрометров должны соответствовать установленным в табл.1.
Таблица 1
|
Тип микрометра |
Диапазон измерений микрометра с отсчетом показаний |
Шаг микро- |
Измерительное |
||||
|
по шкалам стебля и барабана классов точности |
по шкалам стебля и барабана с нониусом |
по электронному цифровому устройству классов точности |
|||||
|
1 |
2 |
1 |
2 |
||||
|
МК |
0-25; 25-50; 50-75; 75-100 |
0,5 |
25 |
||||
|
100-125; 125-150; |
— |
||||||
|
300-400; |
— |
||||||
|
МЛ |
0-5 |
1,0 |
5 |
||||
|
— |
0-10 |
10 |
|||||
|
0-25 |
25 |
||||||
|
МТ |
0-25 |
0,5 |
25 |
||||
|
МЗ |
0-25; 25-50; 50-75; 75-100 |
||||||
|
МГ |
0-15 |
15 |
|||||
|
0-25 |
25 |
||||||
|
— |
0-50 |
— |
50 |
||||
|
МП |
0-10 |
10 |
|||||
1.4. Диаметр гладкой части микрометрического винта должен быть 6h9, 6,5h9 или 8h9.На концах микрометрического винта и пятки на длине до 4 мм допускается уменьшение диаметра, но не более чем на 0,1 мм.
Микрометр МК50-1ГОСТ 6507-90
Микрометр МГ Н25ГОСТ 6507-90
Микрометр МК Ц75ГОСТ 6507-90
1.4, 1.5. (Измененная редакция, Изм. N 1).
Устройство микрометра и разновидности измерительных приборов
Устройство прибора
Приборы отличаются не только по индикации показаний и сфере их применения, но еще и по таким критериям, как погрешности или точность, цена деления (шаг деления), а также размер МК. Это косвенные параметры, которые надо учитывать еще на этапе выбора измерительного устройства. Погрешность влияет на точность конечных показаний, поэтому чем больше величина, тем менее точный получается результат.
Зная особенности, виды и принципы проведения измерений, остается незакрытым вопрос о том, как правильно ухаживать за инструментом. Срок службы его напрямую зависит от качества эксплуатации и хранения. Внутреннюю подвижную часть МК рекомендуется смазывать машинным маслом или солидолом. Вначале измерительных действий следует протереть губки, а также устанавливать устройство на ноль. Хранить его следует с соблюдением следующих условий:
- Хранить в специальном контейнере, с которыми поставляются инструменты
- Он должен лежать в помещении с низкой влажностью, чтобы исключить возникновение коррозионных процессов
- Не допускать падения прибора, так как он может выйти из строя
Рассмотрев особенности хранения и эксплуатации микрометра остается решить, где покупать микрометры. Для этого есть много вариантов — пойти в магазин или посетить каталог интернет магазинов.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Общие требования
2.1.1.1. Микрометры изготовляют в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.

2.1.1.2. Измерительное усилие для микрометров типов МЛ, МТ и МЗ должно быть не менее 3 и не более 7 Н, а для микрометров остальных типов — не менее 5 и не более 10 Н.Колебание измерительного усилия для микрометров всех типов не должно превышать 2 Н.
2.1.1.3. Предел допускаемой погрешности микрометра в любой точке диапазона измерений при нормируемом измерительном усилии и температуре, не превышающей значений, установленных в табл.2, а также допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н, направленном по оси винта, должны соответствовать установленным в табл.3.
Таблица 2
|
Верхний предел измерений микрометра, мм |
Допускаемое отклонение температуры от 20 °С, °С |
||||
|
До |
150 |
±4 |
|||
|
Св. |
150 |
« |
500 |
±3 |
|
|
« |
500 |
« |
600 |
±2 |
|
Таблица 3
|
Тип микрометра |
Верхний предел измерений |
Предел допускаемой погрешности микрометра с отсчетом показаний |
Допускаемое изменение показаний микрометра от изгиба скобы при усилии 10 Н |
||||
|
по шкалам стебля и барабана классов точности |
по шкалам стебля и барабана с нониусом |
по электронному цифровому устройству классов точности |
|||||
|
1 |
2 |
1 |
2 |
||||
|
МК |
25 |
±2,0 |
±4,0 |
±2,0 |
±2,0 |
±4,0 |
2,0 |
|
50 |
±2,5 |
||||||
|
75 |
±3,0 |
3,0 |
|||||
|
100 |
±3,0 |
||||||
|
125; 150 |
±3,0 |
±5,0 |
— |
4,0 |
|||
|
175; 200 |
5,0 |
||||||
|
225; 250; 275; 300 |
±4,0 |
±6,0 |
±4,0 |
6,0 |
|||
|
400 |
±5,0 |
±8,0 |
— |
8,0 |
|||
|
500 |
10,0 |
||||||
|
600 |
±6,0 |
±10,0 |
12,0 |
||||
|
МЛ |
5; 10; 25 |
— |
±4,0 |
±2,0 |
±2,0 |
±4,0 |
2,0 |
|
МТ |
25 |
±2,0 |
|||||
|
МЗ |
25 |
±4,0 |
±5,0 |
±3,0 |
±5,0 |
||
|
50 |
±3,0 |
||||||
|
75 |
3,0 |
||||||
|
100 |
|||||||
|
МГ |
15; 25 |
±1,5 |
±3,0 |
±2,0 |
±2,0 |
±3,0 |
— |
|
50 |
— |
±4,0 |
— |
— |
— |
||
|
МП |
10 |
±2,0 |
±2,0 |
±2,0 |
±4,0 |
2,0 |
|
1. Погрешность микрометров типов МК, МЛ, МТ и МП определяют по мерам с плоскими измерительными поверхностями.
2. Погрешность микрометра типа МЗ определяют по мерам с цилиндрическими измерительными поверхностями, установленными на расстоянии 2-3 мм от края измерительных поверхностей микрометра.
2.1.1.4. Для микрометров, имеющих плоские измерительные поверхности (типы МК и МЗ), допуск параллельности измерительных поверхностей должен соответствовать установленному в табл.4.
Таблица 4
|
Тип микрометра |
Верхний предел измерений микрометра, мм |
Допуск параллельности плоских измерительных поверхностей микрометра, мкм, классов точности |
|
|
1 |
2 |
||
|
МК |
25 |
1,5 |
2,0 |
|
50 |
2,0 |
||
|
75; 100 |
3,0 |
3,0 |
|
|
125; 150; 175; 200 |
4,0 |
||
|
225; 250 |
4,0 |
6,0 |
|
|
275; 300; 400 |
5,0 |
8,0 |
|
|
500 |
7,0 |
10,0 |
|
|
600 |
12,0 |
||
|
МЗ |
25; 50 |
2,0 |
2,0 |
|
75; 100 |
3,0 |
3,0 |
|

На расстоянии до 0,5 мм от краев измерительных поверхностей допускаются завалы.
2.1.1.5. Допуск плоскостности плоских измерительных поверхностей микрометра должен соответствовать установленному в табл.5.
Таблица 5
|
Тип микрометра |
Допуск плоскостности измерительных поверхностей микрометра, мкм, классов точности |
|
|
1 |
2 |
|
|
МК, МЛ, МТ, МГ, МП |
0,6 |
0,9 |
|
МЗ |
0,9 |
|
Примечание к табл.4 и 5. Для микрометров с нониусом допуски параллельности и плоскостности измерительных поверхностей должны соответствовать нормам класса точности 1.
1) выдачу цифровой информации в прямом коде (с указанием знака и абсолютного значения);
2) установку начала отсчета в абсолютной системе координат;
3) запоминание результата измерения;
4) гашение памяти с восстановлением текущего результата измерения.
2.1.1.7. Измерительные поверхности микрометров типов МК, МЛ, МТ, МГ и МП должны быть оснащены твердым сплавом по ГОСТ 3882.Измерительные поверхности микрометра типа МЗ, а по требованию потребителя и микрометра типа МТ изготовляют закаленными. Твердость закаленных измерительных поверхностей из высоколегированной стали должна быть не ниже 49,7 HRC, из углеродистой качественной конструкционной и инструментальной высококачественной сталей — не ниже 60 HRC.
2.1.1.8. На измерительных поверхностях микрометра, оснащенного твердым сплавом, не допускается наличие пор более 120 мкм по ширине. Степень пористости не должна быть выше 0,4% по ГОСТ 9391.
2.1.1.9. Параметр шероховатости измерительных поверхностей микрометра — 0,08 мкм по ГОСТ 2789.
2.1.1.10. Микрометр должен иметь трещотку (фрикцион) или другое устройство, обеспечивающее измерительное усилие в заданных пределах.
2.1.1.11. Микрометр должен иметь стопорное устройство для закрепления микрометрического винта.Микрометрический винт, закрепленный стопорным устройством, не должен вращаться после приложения наибольшего момента, передаваемого устройством, обеспечивающим измерительное усилие, а у микрометров типа МК при этом перекос плоской измерительной поверхности не должен увеличивать отклонение от параллельности плоских измерительных поверхностей сверх установленных в п.2.1.1.
2.1.1.12. Конструкция микрометра должна обеспечивать возможность установки его в исходное положение при соприкосновении измерительных поверхностей между собой или с установочной мерой и компенсацию износа микрометрической резьбы винта и гайки, при этом начальный штрих стебля должен быть виден целиком, но расстояние от торца конической части барабана до ближайшего края штриха не должно превышать 0,15 мм.

2.1.1.13. Длина деления шкалы барабана должна быть не менее 0,8 мм.
2.1.1.14. Ширина штрихов шкал и продольного штриха на стебле должна быть от 0,08 до 0,2 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле, а также разность в ширине штрихов шкал барабана и нониуса не должна быть более 0,03 мм.Допускается ширина всех штрихов не более 0,25 мм, если длина деления шкалы барабана более 1 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле не должна быть более 0,05 мм.
2.1.1.15. Поверхности, на которых нанесены штрихи и цифры, не должны быть блестящими.
2.1.1.16. У микрометра с электронным цифровым отсчетным устройством высота цифр на отсчетном устройстве должна быть не менее 4 мм.
2.1.1.17. Расстояние от поверхности стебля до измерительной кромки барабана у продольного штриха стебля, кроме микрометра с нониусом, должно быть не более 0,45 мм (черт.10).
1 — поверхность стебля; 2 — измерительная кромка; 3 — барабан
Черт.10
Угол , образующий коническую часть барабана, на которую наносится шкала, должен быть не более 20°. Конструкция микрометра должна обеспечивать гарантированный зазор между барабаном и стеблем.
2.1.1.18. Наружные поверхности микрометра, за исключением пятки, микрометрического винта, измерительной губки, должны иметь антикоррозионное покрытие по ГОСТ 9.303 и ГОСТ 9.032.Наружные поверхности скоб микрометров типов МК и МЗ с верхним пределом измерения более 50 мм должны быть теплоизолированы.
2.1.1.19-2.1.1.22. (Исключены, Изм. N 1).
2.1.2. Требования к микрометру типа МК
2.1.2.1. Микрометр типа МК с верхним пределом измерений более 300 мм должен иметь передвижную или сменную пятку, обеспечивающую возможность измерения любого размера в диапазоне измерений данного микрометра. Вылет скобы микрометра с верхним пределом измерения до 300 мм должен быть не менее , а свыше 300 мм — не менее , где — верхний предел измерения.Крепление передвижной или сменной пятки должно обеспечивать неизменность положения пятки при измерениях.
2.1.2.2. Измерительные поверхности установочных мер длиной до 300 мм должны быть плоскими, а более 300 мм — сферическими.
2.1.2.3. Наружные поверхности установочных мер, за исключением измерительных поверхностей, должны иметь антикоррозионное покрытие по ГОСТ 9.303 и ГОСТ 9.032.
2.1.2.4. Допускаемое отклонение длины установочных мер от номинального размера и суммарный допуск плоскостности и параллельности их измерительных поверхностей должны соответствовать установленным в табл.6.
Таблица 6
|
Номинальный размер установочных мер, мм |
Допускаемое отклонение длины установочных мер от номинального размера микрометров класса точности, мкм |
Суммарный допуск плоскостности и параллельности измерительных поверхностей установочных мер, мкм |
|
|
1 |
2 |
||
|
25; 50; 75 |
±1,0 |
±1,5 |
0,5 |
|
100; 125 |
±1,2 |
±2,0 |
0,75 |
|
150; 175 |
1,0 |
||
|
200; 225; 250; 275 |
±1,5 |
1,5 |
|
|
325; 375; 425; 475 |
±2,0 |
±3,5 |
— |
|
525; 575 |
±4,0 |
— |
|
Примечание. Для микрометров с нониусом допускаемое отклонение установочных мер от номинального размера должно соответствовать нормам для микрометров класса точности 1.
2.1.2.5. Параметр шероховатости измерительных поверхностей установочных мер — 0,08 мкм по ГОСТ 2789.
2.1.2.6. Установочные меры должны изготовляться с закаленными измерительными поверхностями. Твердость измерительных поверхностей установочных мер должна быть не ниже 58 HRC.
2.1.3. Требования к микрометру типа МЛ
2.1.3.1. Микрометр типа МЛ с отсчетом показаний по шкале стебля и циферблата изготовляют с неподвижным циферблатом и вращающейся при перемещении барабана стрелкой.
20 мм — у микрометров с верхним пределом измерения 5 мм;
40 мм » » » » » » 10 мм;
80 мм » » » » » » 25 мм.
2.1.3.3. Измерительная поверхность микрометрического винта микрометра должна быть плоской, а измерительная поверхность пятки — сферической.Допускается изготовление микрометра с диапазоном измерения 0-25 мм со сферической измерительной поверхностью микровинта.
1) расстояние между осями двух соседних штрихов шкалы должно быть не менее 1,25 мм;
2) ширина штрихов шкалы — (0,35±0,05) мм; разность в ширине штрихов — не более 0,05 мм;

3) ширина конца стрелки — (0,25±0,05) мм;
4) перекрытие концом стрелки шкалы циферблата должно быть не менее и не более длины коротких штрихов;
5) зазор между концом стрелки и циферблатом — не более 0,7 мм.
2.1.4. Требования к микрометру типа МТ
2.1.4.1. Измерительная поверхность микрометрического винта микрометра типа МТ должна быть плоской, а измерительная поверхность пятки — сферической.
2.1.4.2. Вылет скобы должен быть не менее 17 мм.
2.1.5. Требования к микрометру типа МЗ
2.1.5.1. Номинальный диаметр измерительных поверхностей пятки и измерительной губки микрометра типа МЗ должен быть не менее 24 мм. Вылет скобы должен быть не менее 30 мм.Допускается изготовление пятки со срезанной измерительной поверхностью.
Учимся проводить измерения микрометром правильно пошаговая инструкция

Отметим последний полностью открытый барабаном штрих миллиметровой шкалы стебля. Его значение составляет целое число миллиметров, и на рисунке он обозначен зеленым цветом. Если правее этого штриха имеется открытый штрих дополнительной шкалы (выделен голубым), нужно прибавить 0,5 мм к полученному значению.
При отсчете показаний круговой шкалы 3 в расчет берут то её значение, которое совпадает с продольным штрихом 1. Таким образом, на верхнем изображении показания прибора составляют:
- 16 0,22 = 16,22 мм.
- 17 0,5 0,25 = 17,75 мм.
Распространенной ошибкой является случай, когда неверно учитывают (или не учитывают) величину 0,5 мм. Это связано с тем, что ближайший к барабану штрих дополнительной шкалы может быть открыт частично. При необходимости проверьте себя с помощью штангенциркуля.
Рабочие поверхности микрометра разводят на величину чуть большую, чем размер измеряемой детали, иначе при работе можно её поцарапать. Дело в том, что торцевые поверхности пятки и микрометрического винта имеют высокую твердость для устойчивости к истиранию.
Пятку слегка прижимают к детали и вращают микрометрический винт с помощью трещотки до соприкосновения его с измеряемой поверхностью. Трещотка служит для регулирования усилия натяга – делается обычно 3 – 5 щелчков. Положение микрометрического винта фиксируют с помощью стопорного устройства для того, чтобы не сбить показания при считывании значений со шкалы.
В процессе работы с микрометром его следует держать за скобу таким образом, чтобы была видна шкала стебля, и показания можно было снять на месте.
При измерении диаметра вала, измерительные поверхности нужно выставлять в диаметрально противоположных точках. При этом пятка прижимается к валу, а микрометрический винт, который медленно вращают трещоткой, последовательно выравнивается в двух направлениях: осевом и радиальном. После работы необходимо проверить точность инструмента с помощью эталона.
- Скоба или дужка, имеющая С-образную конструкцию
- Стебель — измерительная часть, на которой находится шкала
- Рабочая часть, состоящая из пятки и шпинделя

Если взять в руки микрометр впервые, то возникает вопрос, как ним надо правильно пользоваться. Ведь внешне прибор хотя и имеет простую конструкцию, но при попытке измерить что-либо, возникает много трудностей. Чтобы произвести правильные измерения микрометром, надо разобраться с его устройством и принципом работы детально.
Работа измерителя заключается в перемещении подвижного винта, который соединен с измерительной осью. Перемещение винта способствует его отклонению от нулевой отметки. Для выявления показаний размеров детали, на стебле прибора имеется шкала, цена деления которой составляет 0,5 мм, что зависит от точности микрометра.
Чтобы разобраться, как надо пользоваться микрометром, требуется научиться читать шкалу этого инструмента. Как и со шкалой штангенциркуля, для снятия замеров микрометром, требуется соответствующий подход. Для этого прибор оснащен двумя шкалами:
- Неподвижная или основная — расположена на стебле, и ее еще называют круговой. Неподвижная шкала имеет разметку, шаг деления которой составляет 1 мм между большими рисками и 0,5 мм между большой и малой
- Подвижная или крутящаяся (нониусная) — происходит исчисление доли миллиметра. Для уточнения размера детали, понадобится сложить полученные результаты на подвижной и неподвижной части
Индикатор или способ выявления показаний инструмента может выполняться по-разному. В зависимости от модели прибора, они бывают следующих видов:
- Аналоговые — это самые простые устройства, которые у многих мастеров остались еще с советских времен. Сегодня такие устройства также можно приобрести, к примеру, в интернет магазине Цилиндр. Они имеют простую конструкцию, что является главным и непосредственным достоинством. Простота отражается на долговечности измерительного инструмента. К числу достоинств относится цена, составляющая от 250 гривен в Цилиндре. Есть и недостаток у аналоговых микрометров — это трудности измерений, но и с этим можно справиться, если научиться работать прибором
- Стрелочные, часовые или рычажные — усовершенствованная модель аналоговых устройств, которые в конструкции имеют дополнительно шкалу со стрелочным указателем. Это облегчает применение измерительного МК, так как показания отображаются на шкале за счет перемещения стрелки. Их недостаток в том, что достаточно прибор уронить, чтобы он вышел из строя. Стоят стрелочные устройства дороже аналоговых, поэтому стоит ли покупать такой инструмент, зависит от предпочтений
- Цифровые — научиться пользоваться этими устройствами проще всего, так как показания указываются непосредственно на дисплее. Однако главное достоинство цифровых измерителей не в простоте применения, а высокой точности, так как они позволяют получать информацию с точностью до сотых и даже тысячных долей миллиметров. При этом стоят они в 2-3 раза дороже стрелочных, и также выходят из строя, если уронить их. Покупать цифровые модели рационально только в таких случаях, когда приходится проводить измерения в больших объемах, а также при необходимости получения результатов с высокой точностью

- Лазерные — это самые современные модели, работа которых связана с анализом лазерного луча. При помощи специального фотоэлемента выполняется расчет разницы отклонения луча, и уже готовые данные выводятся на дисплей. Применяются они преимущественно в контрольно-измерительных лабораториях, когда важна максимальная точность конечных сведений. В быту практически не применяются, так как стоят достаточно дорого, а также требуют бережного ухода
Если на аналоговых и стрелочных приборах время получения результатов зависит от самого пользователя, так как показания выявляются вручную, то на цифровых и лазерных это происходит в автоматическом режиме. Время автоматического измерения длится несколько секунд, и после пользователь может использовать полученные сведения в своих целях.
Микрометры принадлежат к категории узкоспециализированных измерительных инструментов, которые нашли свое применение в разных сферах, где важна высокая точность. В зависимости от деталей, которые необходимо измерить, рассматриваемые приборы бывают следующих видов:
- Гладкие — обычный механический измеритель, которым выполняются работы по выявлению размеров круглых и плоских деталей. Обычно применяется для уточнения точного диаметра детали, а также его сечения
- Зубомер — вид механического микрометра, оснащенный конусообразными насадками, за счет которых можно померять ширину паза или размер зубьев
- Измеритель для труб — узкоспециализированный вид, предназначенный для снятия замеров неровной и бугристой поверхности на трубах
- Толщиномер — измеритель для выявления точных показаний толщины листовых материалов
- Универсальные приборы — имеют функцию замены насадок, что позволяет использовать один инструмент для измерения разных видов деталей. Их главный недостаток в том, что способность смены насадок влияет на качество проводимых измерений
- Проволочные — узкоспециализированный прибор, главное назначение которого в том, чтобы уточнять размеры проволочных деталей, а также шариков из подшипников
- Призматический прибор — свое название инструмент получил за счет специфической конструкции в виде призмы. Применяется устройство для выявления диаметра лезвия и ножей
- Канавочный — имеет специальный щуп для измерения глубины канавок. Щуп утапливается в канавке, размер которой надо узнать, и производятся соответствующие измерения
- Резьбовые устройства — имеются специальные насадки, которые размещаются в конструкции резьбового соединителя. Одна часть насадки имеет острый наконечник, а вторая в виде паза. Приборы позволяют замерять метрические и дюймовые типы резьбы
- Двухшкальный микрометр — конструктивно имеет вид двойного микрометра, который предназначен для уточнения размеров деталей сложных форм и конструкций
- Приборы для измерения горячего проката — инструмент для измерения толщины проката при его прохождении через щипцы. Устройство оснащено специальным колесом, на котором имеется специальная разметка
- Нутрометр — используется для контроля внутреннего диаметра вытачиваемых деталей
Обычно из всех видов приборов, в хозяйстве используется не более двух. Перед тем, как начинать применение инструмента с целью проведения измерений, его следует откалибровать. Что такое калибровка, зачем она нужна и как проверяется измеритель на точность показаний, выясним подробно.
- Очистить поверхность лапок с помощью листа бумаги
- Свести лапки прибора до упора
- Зажать фиксирующий винт
- Риски на шкале должны совпадать с нулевой отметкой
- Если они не совпадают, тогда при помощи стебля необходимо произвести настройку, воспользовавшись специальным ключом. Такой настроечный ключ прилагается к инструментам
Настройка проводится до момента, пока не будет совпадение рисок с нулевой отметкой. Только после этого можно приступать к проведению измерительных манипуляций. Если в комплектации нет ключа, тогда для настройки ноля понадобится открутить крепление трещотки, затем отцентрировать накатку до момента совмещения с «0».

Сложности при измерительных манипуляциях возникают не при установке ноля, а при считывании показаний. Как зафиксировать деталь и уточнить ее размеры, разобраться сможет каждый, а вот считать полученные размеры — это дело требует соответствующего подхода. Как происходит процедура измерения при помощи микрометра, выясним подробно:
- Для начала надо понимать, что неподвижная шкала, которая имеет вертикальное расположение, является основной. Вторая подвижная шкала является дополнительной, и она нужна для того, чтобы определить сотые доли миллиметров. Зная основу, можно приступать к проведению замеров
- Неподвижная вертикальная шкала разделена прямой (нулевой линией). Значения, которые находятся ниже этой линии, являются основными. Риски сверху линии — это десятые доли миллиметров, которые указываются после запятой.
- Значения на подвижной шкале являются сотыми, и их необходимо сложить с полученными данными, которые находятся выше нулевой отметки
- Теперь приступаем к измерениям. После фиксации измеряемой детали в губках прибора, следует произвести расчет. Сначала выясняется целое число на основной шкале снизу. Для этого ниже приведен пример, по которому будет ориентироваться для уточнения размера
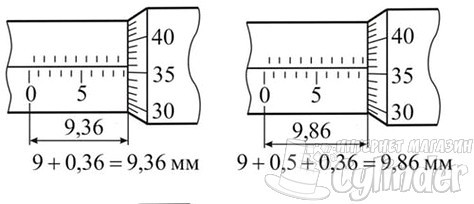
- По первой схеме видно, что для начала уточняем целое число, которое равно значению «9». Это значит, что деталь имеет толщину 9 мм. Далее выясняем значения после запятой, то есть сотые доли
- Смотрим на верхнюю шкалу неподвижного основания. Если после целого числа в нижней части сверху нет риски, значит сразу надо переходить к выявлению показаний на подвижной шкале. На рисунке это значение составляет 0,36 мм. В итоге получается, что значение равно 9,36 мм
- Если же на неподвижной шкале сверху есть риска после целого числа снизу, значит прибавляется к значению 0,5 мм. В итоге получаем значение следующей величины 9,86 мм
Устройство прибора
3. ПРИЕМКА
3.1. Для проверки соответствия микрометра требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания.(Измененная редакция, Изм. N 1).
3.2. Государственные испытания — по ГОСТ 8.001* и ГОСТ 8.383*.________________* В Российской Федерации действуют ПР 50.2.009-94**.** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Порядок утверждения типа стандартных образцов или типа средств измерений, Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, утвержденные приказом Минпромторга России от 30 ноября 2009 года N 1081. — Примечание изготовителя базы данных.
3.3. При приемочном контроле каждый микрометр проверяют на соответствие требованиям пп.2.1.1.2, 2.1.1.3 (за исключением проверки изменения показаний от изгиба скобы), 2.1.1.4-2.1.1.6, 2.1.1.8-2.1.1.12, 2.1.1.15, 2.1.1.17, 2.1.1.18, 2.1.2.2-2.1.2.5, 2.1.3.3, 2.1.4.1, 2.2, 2.3 и 2.4.
3.4. Периодические испытания проводят не реже раза в три года не менее чем на трех микрометрах каждого типа и класса точности из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта.Результаты испытаний считают удовлетворительными, если все испытанные микрометры соответствуют всем проверяемым требованиям.(Измененная редакция, Изм. N 1).
3.5. (Исключен, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Поверка микрометра — по МИ 782.
4.2. Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующем режиме: при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3)% при температуре 35 °С. Выдержка в климатической камере в каждом режиме 2 ч.
4.3. При определении влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/си частотой 80-120 ударов в минуту.Ящики с упакованными микрометрами крепят к стенду и испытывают при общем числе ударов 15000. После испытаний микрометры должны соответствовать требованиям, установленным в пп.2.1.1.3 и 2.1.1.4.
Настройка микрометра и проверка его точности

Перед каждым применением рассматриваемый тип инструмента нуждается в настройке. Эта настройка связана с тем, что измеритель следует выставить на точность измерений. Чтобы разобраться в вопросе о том, что прибор настроен правильно, понадобится выполнить такие манипуляции:
- Удалить с поверхности губок загрязнения и остатки деталей. Для этого используется исключительно тонкий лист бумаги, но никак не наждачная бумага или камень. Инструкция по очистке поверхности губок микрометра имеет следующий вид — сначала надо расположить лист бумаги между губками, и свести их, а затем аккуратно и медленно извлечь его так, чтобы он не порвался
- Воспользоваться эталонными образцами, чтобы узнать точность показаний. Эталонный образец представляет собой прямоугольную стальную деталь, на которой указывается точный ее размер. Установив эту деталь между губками, по показаниям выявляется совпадение измерений
- Проверка исправности — это относится к стрелочным и цифровым измерителям. В стрелочных устройствах из строя может выйти указатель, а на цифровых разрядиться батарейка
После проверочных манипуляций инструмента, можно приступать к измерительным процедурам. Чтобы измерить деталь микрометром, не обязательно для этого обращаться к специалистам. Надо научиться пользоваться этим узкоспециализированным устройством, тем более, если он имеется в хозяйстве.
Проверку нулевых показаний микрометра проводят каждый раз перед началом работы, при необходимости выполняют настройку. Ниже приведена общая последовательность действий.
- Проверить жесткость крепления пятки и стебля микрометра в скобе. Протереть чистой мягкой тканью измерительные поверхности.
- Проверить нулевые показания инструмента. Для этого у МК-25 соединяют между собой рабочие поверхности пятки и микрометрического винта усилием трещотки (3 — 5 щелчков). Если прибор настроен правильно, его показания будут равны 0,00.
Для проверки микрометров с диапазоном измерений 25 — 50 мм, 50 — 75 мм и более используют соответствующие им эталоны (концевые меры длины), точный размер которых известен. Эталон, имеющий чистую торцевую поверхность, должен быть зажат без перекосов между измерительными поверхностями прибора усилием трещотки в несколько щелчков. Полученное значение сравнивают с известным, а при необходимости выполняют настройку микрометра в следующей последовательности.
Настройка на ноль
а) Фиксируют микрометрический винт при помощи стопорного устройства в положении с зажатой концевой мерой или соединенными вместе измерительными поверхностями.
б) Разъединяют барабан и микрометрический винт между собой. Для этого придерживают одной рукой барабан, а другой отворачивают корпус трещотки (достаточно полуоборота).

Также возможна конструкция прибора, в которой соединение барабана с микрометрическим винтом осуществлено с помощью винта или прижимной гайки с углублением. В этом случае воспользуйтесь ключом, идущим в комплекте.
в) Нулевой штрих барабана совмещается с продольным штрихом стебля. После этого барабан вновь соединяют с микрометрическим винтом, проводят новую проверку. Настройка повторяется при необходимости.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие микрометра всем требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
7.2. Гарантийный срок эксплуатации — 12 мес со дня ввода микрометра в эксплуатацию.Электронный текст документаподготовлен АО «Кодекс» и сверен по:официальное изданиеМ.: ИПК Издательство стандартов, 2004
Купить Микрометры рычажные тип MP ГОСТ 4381-87 с доставкой по России
На сайте компании ООО «М-Сервис» можно быстро сделать заказ измерительного инструмента онлайн. Добавьте товар в корзину, оформите заказ и получите через несколько секунд счёт на оплату. Где бы ни находилась ваша фирма — в Челябинске, Екатеринбурге, Москве, Санкт-Петербурге, Хабаровске, Крыму и любом другом регионе России — мы доставим вам заказ транспортной компанией без лишних хлопот. Доставка до терминала бесплатно.
Если предпочитаете покупать в интернет-магазинах, тогда много видов моделей микрометров есть в Цилиндре. Обращаясь к сайту Цилиндра, вы сможете не только купить микрометр по ценам от производителей, но еще и научиться пользоваться этим непростым измерителем. Каталог интернет магазина каждый день расширяется, что дает возможность покупателям выбирать товар среди большого количества.
Кратно надо упомянуть о достоинствах, которые получают покупатели, приобретая микрометры и прочие товары в интернет магазине Цилиндр:
- Цены — искать в Украине стоимость ниже, чем в Цилиндре, просто бесполезно
- Качество — сотрудничаем только с проверенными и надежными производителями и поставщиками, которые предоставляют гарантию на свои товары
- Оперативность — доставляем заказ быстро. В день заказа формируем и отправляем посылку
- Возможности — доставка выполняется популярными транспортными компаниями Украины
- Комфорт — на сайте действуют бонусные программы, с которыми каждая покупка станет еще более выгодной и экономной
Без сомнений покупать микрометр лучше в Цилиндре, поэтому при выборе надо ознакомиться с техническими параметрами инструмента. С надежным измерительным прибором можно выполнить любые измерения без каких-либо трудностей.






