- Введение
- Сферы применения и конструкция агрегата
- Аппараты для сварки ленточных пил
- Изготовление конструктивных элементов
- Подготовка к работе
- Основание
- Пильный стол
- Технология сварки
- Подготовка полотна
- Процесс сварки
- Зачистка
- Аппарат для сварки
- Зачистка
- Самодельный лобзик-теплорез
- Контроль качества
- Пайка
- Вместо заключения
- Какое полотно следует выбрать?
- Этапы сварочных работ
- Зачистка
- Выбор режима сварки
- Сварка
- Повторная зачистка
Введение
В мастерской должно быть все под рукой и изобилие инструмента делает мастера по настоящему свободным в выборе методов и приемов работы. Одна из самых базовых операций в любой мастерской – это пиление заготовок. Причем пиление бывает разным – где-то нужно отпилить быстро и качество реза не важно, где-то нужен глухой пил и с этим справится циркулярка или электролобзик со специальной пилкой, где-то требуется исключительно ровный пил и так далее.
Ленточная пила по дереву, сделанная своими руками, по достоинству занимает почетное место в мастерской. Она есть далеко не у всех, тем не менее удобство ее использования не оспоримо. К ее достоинствам следует отнести следующие особенности:
- Высокое качество пиления, так как нет возвратного движения режущего полотна.
- Высокая скорость пиления, так как режущая лента двигается с большой скоростью.
- Высокая маневренность при пилении из-за небольших толщин режущего полотна.
- Высокая универсальность и гибкость использования инструмента.
- Высокая безопасность работы.
Тем не менее ленточная пила обладает и недостатками. Перечислим их:
- Это стационарная пила, соответственно нет возможности ее мобильного перемещения.
- Ограниченная зона пиления из-за конструктивных особенностей.
- Большие габариты.
Сферы применения и конструкция агрегата
В принципе, устройство используется на лесопилках в промышленных или домашних условиях. Оно обладает определенными преимуществами и недостатками, однако применяется очень широко.
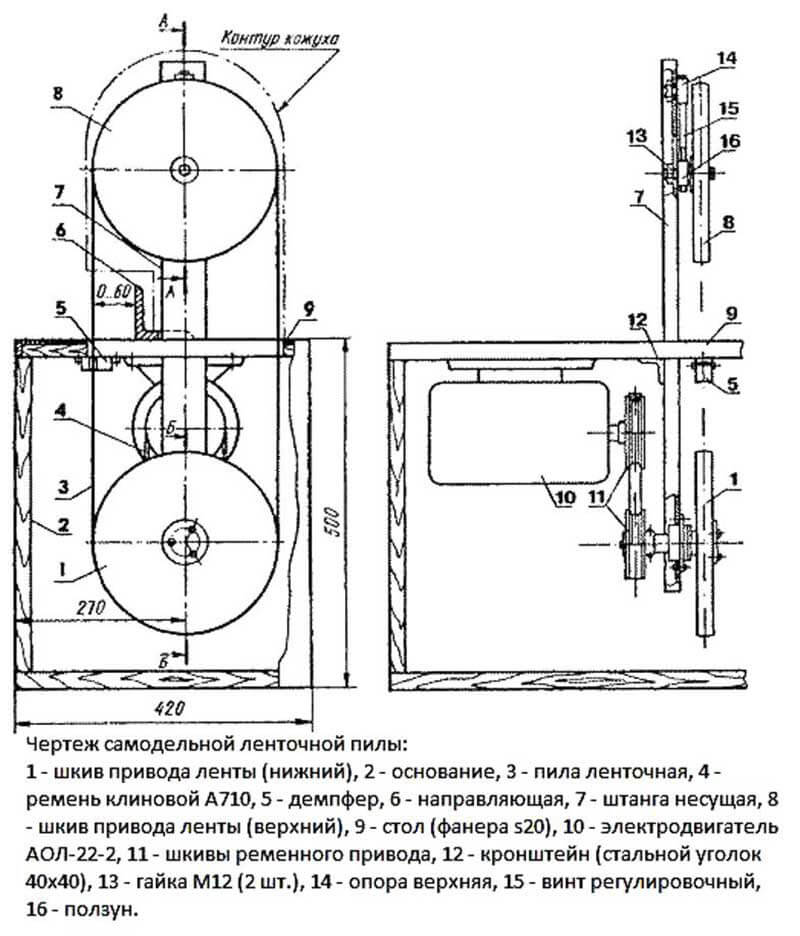
Устройство данного агрегата достаточно простое. На устойчивой раме крепится электродвигатель и шкивы. К ним присоединяется режущее полотно. Благодаря двигателю обеспечивается работа аппарата. В зависимости от типа полотна вы имеете возможность резать не только дерево, но и металлы, сплавы, полипропилен.
Аппараты для сварки ленточных пил
Для подготовки стены для установки изоляции, …
Гипсовые системы с изоляцией. технология
Основой для создания системы могут быть любые бетонные плиты, твердые полые кирпичи, бетонные блоки, многослойные, даже деревянные балки, но только если дом уже дал окончательную усадку. Система рендеринга, в рамках стен «теплых» сотовых блоков, сделана очень тщательно.
Как правило, им не нужен большой слой изоляции, но высокий …
Гипсовые системы с изоляцией. Общая информация
Гипсовые фасады могут быть выполнены двумя способами — с изоляцией и без изоляции.
«Теплый» фасад — это необходимо для изоляции СНиП дома и прекрасного конца. Гипсовые системы намного эффективнее с точки зрения экономии тепла, чем любой другой метод торцевого фасада, поскольку они не имеют жестких соединений (крепежные детали,
и т. д.), которые могли бы теоретически …
Электролобзик предназначен для выполнения прямых и криволинейных резов на различных листовых материалах и заготовках сложной формы, в том числе, без нарушения внешнего контура.
Наиболее прочное соединение создаётся на специальных сварочных аппаратах контактной сварки. В зависимости от используемого метода они подразделяются на 3 вида:
- Агрегаты, осуществляющие сварку сопротивлением. К их достоинствам относятся компактность и низкая стоимость. Однако имеют малую производительность.
- Оборудование для сварки оплавлением более громоздко и стоит дороже. Обладает высокой производительностью, может соединять ленты из любого материала.
- Автоматизированные системы, работающие по методу оплавления, применяются на крупных предприятиях.
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.
Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
Ленточные пилы используются во многих сферах производства, связанных с распилом древесины. По сути, это плоское режущее полотно, с одного края которого расположена режущая кромка с зубьями. По своему техническому назначению это полотно сваривается в кольцо. Место сварки – два крайних торца инструмента.
Изготовление конструктивных элементов
Подготовка к работе
Приступая к работе, необходимо подготовить все инструменты и материалы, а также место, на котором будет комфортно и безопасно заниматься изготовлением самодельной ленточной пилы.
Инструкция по изготовлению будет разбита на 5 пунктов и включать в себя шаги по производству самодельной ленточной пилы. В статье предоставлены фото и видео материалы, которые помогут вам не ошибиться при производстве.
Основание
- Так как ленточная пила должна быть крепкой, то необходимо подготовить фанеру толщиной не менее 15 мм. Отрезаем четыре заготовки длиной 550 мм и шириной 23 мм.
- Далее производим разметку по предварительно созданному трафарету или можно сделать разметку прямо на заготовке. Две пластины, располагающиеся внутри, должны иметь нишу для подстраиваемого механизма. Для наружных деталей необходимо начертить сквозной паз. Величина вертикальной регулировки будет зависеть от размеров этого паза. Далее нужно разметить сквозное отверстие для ведущего нижнего вала. Кроме того, нам потребуется поверхность для пильного стола, размеры которого по ширине стола не будут превышать 150 мм.Во всех заготовках необходимо между кругами вырезать квадрат по высоте равный 15-20 см, и не превышающий в ширине 15 см.
- С помощью электролобзика нужно выпилить необходимые детали, а также паз регулировки верхнего шкива, затем высверлить отверстие под нижний ведущий вал.
- Далее необходимо собрать будущее основание. Для сборки используется клей ПВА или любой другой столярный клей. Наносим его ровным слоем на все склеиваемые поверхности, затем прикладываем детали друг к другу, не допуская неточности. Фиксацию изделий необходимо выполнять струбцинами, так как для качественного склеивания необходимо плотное прилегание заготовок. До полного высыхания клея необходимо выдержать сутки.
- Производим установку подшипников для нижнего ведущую вала.
- Для изготовления механизма натяжения ленточной пилы нужно изготовить брусок, размеры которого будут соответствовать нише в корпусе пилы. В торце бруска высверливается отверстие для шпильки и футорки. С двух сторон вырезаются гнезда для подшипников.
- Вставляем шпильку и закрепляем ее в бруске. Она должна жестко держаться в отверстии. Для повышения прочности крепления, прежде чем вставить шпильку, на ее поверхность нанесите клей ПВА, а также дополнительно нужно зафиксировать шпильку саморезом или шурупом.
- Далее устанавливаются подшипники вала и фиксирующая футорка.
- С помощью винта в футорке будет происходить жесткая фиксация механизма натяжения пильного полотна.
- На шпильку необходимо установить ручку, вращение которой позволит изменять глубину погружения бруска в основание, тем самым будет изменяться расстояние между шкивами – так производится натяжение ленты.
Пока сохнет клей основания, приступаем к изготовлению подвижных элементов, а именно шкивов. Весь процесс их изготовления отражен в приведенных фото.
- На листе фанеры толщиной 15 мм нужно произвести разметку контуров — окружности диаметром 150 мм.
- Вырезать заготовки электролобзиком по намеченным контурам и просверлить в центре окружности отверстие.
- Даже самое точное и аккуратное пиление не даст заготовке идеально правильные формы, поэтому необходимо выполнить шлифовку торцов. Для этого будет использоваться шлифовальный станок со столом под 90 градусов по отношению к обрабатываемой плоскости. Если у вас нет подходящего инструмента, есть возможность зашлифовать грань с помощью ручной шлифовальной машинки или самодельного приспособления для шуруповерта со шлифовальной насадкой.Заготовка фиксируется болтом или саморезом к некоторому основанию. Таким образом при ее подаче на шлифующий круг и вращении вокруг оси, получается идеально ровный круг.
- После обработки шкива на шлифмашинке, нужно обмотать его торцы изоляционной лентой в несколько слоев, а также можно использовать резину от велосипедных камер.
Пильный стол
Пильный стол будет шириной 15 см. Он будет устанавливаться на специальную торцовую грань основания станка между шкивами. В столе нужно сделать пропил для свободного движения пильного полотна. Размеры изготавливаемого стола зависят от потребностей и предпочтений мастера. Можно сделать небольшой стол, лишь слегка выступающий за пределы станка и экономящий место, либо сделать площадь верхней поверхности побольше, для удобства работы. Как всегда, в жизни нужно выбрать «золотую середину», поэтому окончательное решение за мастером.
Лучше всего не изготавливать режущее полотно самостоятельно, а купить готовое. В магазинах можно найти самые разнообразные варианты, которые различаются по типу размеру, типу используемой стали, закалке материала, форме зубьев, их разводке и пр.
Ниже приведена таблица с некоторыми параметрами пильных полотен.
| Междуна-родная маркировка | Расшифровка | Твердость тела | Твердость зубов | Особенность применения |
| Constant hardness | с одинаковой твердостью по всей площади | 45 — 48 ед. HRc | 45-48 ед. HRc | Данный вид используют на шкивах небольшого диаметра. |
| Flex back — Hard Edge | с высокими показателями твердости зубов, но гибким телом | 30-33 ед. HRc | 63-65 ед. HRc | Верхняя часть зуба подвергается закалке, в то время как остальная часть изделия – гибкая. Способна переносить большую подачу, в сравнении с предыдущим видом. |
| Hard Back | закаленные по всей площади полотна | 48-53 ед. HRc | 63-68 ед. HRc | Технология производства ленты пильной является наиболее современной и используется в промышленности. Способна выполнять больший объем работ, однако цена значительно выше. Используется полотно в профессиональных станках. |
Кроме того, ленточные пилы различаются по величине зуба:
- с малым зубом
- со средним зубом
- с крупным зубом

Чем большей твердостью обладает лента — тем большую сопротивляемость к затуплению она имеет. Жесткое полотно позволяет распиливать материал на больших подачах, не снижая эксплуатационных характеристик работы.
В данном случае для нашей ленточной пилы оптимальным вариантом был выбор полотна длиной 1065 мм из углеродистой стали, имеющей маркировку Сonstant Hardness.
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до 600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
Способ сварки ленточных пил на станке не очень сложный. Но необходимо знать некоторые нюансы технологического процесса. В первую очередь пилу необходимо подготовить.
- Свариваемые торцы пилы необходимо подрезать так, чтобы стыковые плоскости были параллельны друг другу и перпендикулярны режущей кромке. Резку можно провести на гильотине или при помощи зубила с молотком.
- Если пила по дереву сломалась по месту предварительной сварки, то место стыка надо убрать, отступив от его краем на 5 мм с каждой стороны.
- Резать полотно надо обязательно между зубьями.
- Торцы обрабатываются растворителем, чтобы удалить загрязнения.
- Зачищаются на точильном станке, чтобы создать шершавую поверхность и удалить заусенцы и неровности среза.
- После подготовки пила вставляется в аппарат, где и сваривается.
Аппарат для сварки
Существует несколько видов аппаратов для сварки ленточных пил, которые в основном отличаются друг от друга производительностью. Самый простой аппарат – это небольших размеров станок, в состав которого входит трансформатор, электроды, зажимы (один неподвижный, другой подвижный – он подпирается сзади пружиной). Электроды подключены к зажимам, поэтому ток от трансформатора подается прямо на место стыковки частей ленточной пилы.
Подвижность одного из зажимов создает условия регулировки зазора между торцами полотна. Очень важно, чтобы конечным результатом сварки был аккуратный сварной валик, обладающий прочностью и надежностью. Ведь ленточная пила испытывает многократные циклические изгибающие и растягивающие нагрузки.
Итак, ленточная пила устанавливается в сварочный аппарат. Один ее конец зажимается в неподвижный зажим, второй в подвижный. Очень важно, чтобы обрезанные торцы плотно соединились между собой. После чего при помощи специальных ручек устанавливается усилие зажима, то есть, подвижный зажим сдвигается в сторону неподвижного.
Необходимо отметить, что производители сварочных станков позаботились о том, чтобы потребители не искали параметры тока и прижима. В инструкциях к каждому аппарату прилагается таблица зависимости сечения ленточной пилы от параметров тока и осадки. Так что проблем с выбором режимов сварки быть не должно.
Если ленточная пила установлена, режим сварки выбран, остается только нажать кнопку пуска сварочного процесса. При этом ток от электродов подается на зажимы, а через них в свою очередь на торцы свариваемых частей ленточной пилы. Они начинают оплавляться, то есть становятся мягкими. При этом подпираемый пружиной подвижный зажим толкает один из краев полотна к другому. Так образуется сварной валик.
Необходимо обозначить, что кроме правильно выбранного режима сварки есть еще один параметр, который влияет на качество конечного результата. Это время сварки. В простых аппаратах его контролирует работник, проводящий сварку ленточных пил. Если сваривание проводится на автоматических моделях, то время сварки занимает 1-2 секунды.
Кстати, чистота электродов также влияет на качество сварки ленточных пил. Поэтому станок необходимо содержать в чистоте. Даже самые небольшие загрязнения концов электродов – это сопротивление прохождению через них тока, что снижает показатель последнего. А значит, снижается и величина тока на торцах свариваемых участков пил.
Необходимо отметить, что сварка ленточных пил своими руками – процесс не самый простой. Сложность заключается в том, что стыковать приходиться полотна с разным сечением и с разными материалами, из которых они изготовлены. То есть, под каждый критерий нужно правильно подбирать режим сварки. Что очень сложно, а иногда сделать просто невозможно.
Поэтому часто первая сварка неизвестной пилы приводит к неудовлетворительному результату. После чего оператор начинает подбирать режим сварки методом «тыка». Выставляет разные режимы поочередно и смотрит, насколько хорошо произошло сваривание, насколько стык отвечает требованием прочности. Опытные операторы, таким образом, создают для себя таблицу, чтобы в будущем не повторять свои ошибки.
В процессе сварки стык ленточной пилы становится прочным, но хрупким. Один удар молотком разрушает соединение сразу. Все дело в том, что под воздействием высокого тока металл изменяет свою структуру. Чтобы вернуть его в состояние пластичности и вязкости, необходимо провести операцию отжига. Данный процесс проводится все на том же сварочном аппарате, не снимая полотно с зажимов. Просто меняется токовый режим и убирается усилие осадки.
На электроды подается ток большой величины, и сам стык нагревается до температуры 600С. На многих аппаратах устанавливается пирометр, который отслеживает температуру в зоне сварки. По нему и надо будет контролировать режим отжига. После нагрева ток отключается, и происходит медленное остывание пилы.
Для некоторых полотен требуется двойной отжиг, все зависит от марки металла. Некоторые опытные операторы совмещают сварку и отжиг. То есть, нагревают полотно до температуры, при которой производится сварка, затем медленно проводится остывание инструмента. Здесь важно увеличить время остывания, для чего периодически включают подачу тока на электроды.
Зачистка
Основное требование к зачистке – это удаление наплыва металла и придание правильной геометрии впадине между двумя соседними зубьями в месте сварки полотна. Зачистку можно проводить любым абразивным инструментом. Важно, чтобы полотно не потеряло своей ровности в плоскости, а металл стыка был заподлицо с соседними участками. Поэтому рекомендуется зачистку проводить не поперек места соединения полотна пилы, а вдоль.
Самодельный лобзик-теплорез
Лобзик — весьма распространенный инструмент. Однако при работе с ним приходится сталкиваться с определенными трудностями: пилка то ломается, то выскакивает из зажимов, при пропиле по криволинейному контуру она часто перекручивается, что мешает выдерживать необходимое направление. Гораздо удобнее самодельный электротепловой лобзик, который позволяет вырезать детали любой формы, как из фанеры (древесины), так и из органического стекла, эбонита и других горючих или плавящихся материалов. Хотя и ему присущи некоторые недостатки.
Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока;
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе;
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.

Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов.Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар.
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна. Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Вместо заключения
Как следует из статьи освоить сварку пил несложно, особенно с помощью специализированных станков. Для качественного соединения необязательно иметь дорогостоящий станок. Дешёвые модели вполне успешно справляются с этой задачей, хотя с меньшей производительностью. В экстренных случаях можно обойтись вообще без оборудования, используя ручное сваривание и пайку.
Сварка ленточных пил своими руками — это несложный процесс, пусть и состоящий из множества этапов. Чтобы добиться качественного соединения необходимо правильно использовать оборудование для сварки пил по дереву и металлу, а также соблюдать технологию сварки. При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим.
Какое полотно следует выбрать?
1. Биметаллические. Они применяются для резки достаточно прочных сплавов, нержавейки. При этом вы можете быть уверены в том, что лента не лопнет.

2. Алмазные. Они используются, если необходимо обработать мрамор, гранит, кварц и другие самые твердые материалы.
3. Твердосплавные. Они могут быть применены для резки таких сплавов, которые достаточно сложны в работе.
4. Из инструментальной стали. Такие полотна чаще всего используются в домашних условиях или небольших мастерских. Они больше всего подходят для работы с простыми материалами.
Этапы сварочных работ
Большой объем обрабатываемых материалов требует установку на станок полотно с крупными зубами. Оптимальный вариант – использование универсальных ленточных пил.
- при большом размере обрабатываемой заготовки стоит установить на ленточную пилу с крупными зубьями; лучше использовать режущие ленты универсального типа. Так пропадет необходимость смены полотна при обрабатывании различных материалов;
- Определитесь с местом установки станка и надежно закрепите его на статичной поверхности избегая колебаний во время работы. Помещение, в котором будет установлена ленточная пила, должно быть хорошо вентилируемым.
- После окончания работы снимайте пилящую ленту и, соответственно, натягивайте ее исключительно перед работой. Это продлит срок полезного использования полотна
- Каждый два часа работы выключайте ленточную пилу и дайте двигателю, в данном примере дрели, отдохнуть, а заодно проведите проверку на наличие неисправностей. Соблюдение этого правила обезопасит работника от травм, а инструмент от перегрева.
- Время от времени проверяйте развод режущих зубьев.
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.